Explore Our Products

ELECTRIC MOTOR CLEANER
SEALXPERT ELECTRIC MOTOR CLEANER
FEATURES:
- Neutral, not water soluble
- Has no corroding effect
- Excellent long lasting rust protection
- Non-conductive
- Excellent dissolving ability
APPLICATION:
- Safe to use on all metals and alloys and most painted/varnished surfaces
- For cleaning of all electrical equipment including motors, generators, switchgears, electrical cables, switches, contacts, electronics, compressors, relays, coils, alarms and etc.

CARBON REMOVER
SEALXPERT CARBON REMOVER
FEATURES:
- Quickly dissolves deposits containing carbon, resins or varnishes
- Simple and economical to use
APPLICATION:
- Removes carbon type deposits from burner tips, fuel injectors and all components fouled by carbon, resin or varnishes
- Removes carbon based deposits from fuel and lube oil filters
SEALXPERT CARBON REMOVER

PACKAGE:
- 18 litres

OIL SPILL DISPERSANT
SEALXPERT OIL SPILL DISPERSANT
FEATURES:
- Converts oil spills to hydrophilic droplets that are easily biodegradable
- Does not contribute further to pollution
- Easy to handle and apply
- Applicable to mineral oils, crude oils, fuel oils, kerosene, white spirit and lubricant oils
APPLICATION:
- Can be applied to oil slicks either by aircraft or by ships with spraying equipment
- Used by injection below water to break up oil before it reaches the surface
- Can be used as a tank cleaner for the removal of heavy oil contaminations like crude oil, paraffines etc.
SEALXPERT OIL SPILL DISPERSANT

PACKAGE:
- 18 litres



AIR COOLER CLEANER
SEALXPERT AIR COOLER CLEANER
FEATURES:
- Penetrates and softens the stubborn carbon deposits
- Efficient and economical
- Leaves no residue and has no harmful effect on engine
- Safe to use on most metals
- Acts quickly and thoroughly
- Easy to apply
- Non corrosive
APPLICATION:
- Suitable for all types of diesel engines
- Removes oil, grease and carbon deposits from marine engines, air coolers, scavenging systems and turbochargers
- Can be used for light carbon removal from machinery parts
SEALXPERT AIR COOLER CLEANER

PACKAGE:
- 18 litres

HEAVY DUTY ALKALI CLEANER
SEALXPERT HEAVY DUTY ALKALI CLEANER
FEATURES:
- Fast cleaning results
- Low dosage
- Cost effective
- Completely safe on epoxy coatings
APPLICATION:
- Removal of natural oils and fats
- Cleaning after wax deposits
- Removal of soot deposits from inert gas systems
- Can be used for deodorizing, gas and hydrocarbon freeing of tanks
SEALXPERT HEAVY DUTY ALKALI CLEANER

PACKAGE:
- 20 litres

CLEANER & DEGREASER
SEALXPERT CLEANER & DEGREASER
FEATURES:
- Quickly removes stubborn grease
- Designed to dissolve tough, baked-on grease from stainless steel and countertops
- Leaves stainless steel shiny and streak free — no stickiness or residue
- Can be diluted into spray bottle or bucket
APPLICATION:
- Countertops, stovetops, work surfaces, stainless steel equipment, walls, splash guards, oven exteriors, broiler pans, plastics, glass, kitchen equipment and fiberglass reinforced plastic.
SEALXPERT CLEANER & DEGREASER

PACKAGE:
- 5 litres / 18 litres
PICKLING & PASSIVATION GEL
SEALXPERT PICKLING & PASSIVATION GEL
FEATURES:
- Fast-acting and simple to use
- stain-free and does not impart yellow or black stains after washing with water
APPLICATION:
- Removes weld scale, black oxides and discoloration from the surface of stainless steel
- Gives stainless steel surfaces a protective surface to resist corrosion
SEALXPERT PICKLING & PASSIVATION GEL
PACKAGE:
- 1 kg

RUST CONVERTER
SEALXPERT RUST CONVERTER
FEATURES:
- Solvent free
- Does not contain nonylphenol ethoxylates or other estrogenic compounds
- Economical in use
- Non-flammable
- Odourless
APPLICATION:
- Used on rusted galvanised roofs or surfaces, ornamental ironwork, fencing, structural steel, automotive panels, rusted nuts and bolts and hand tools.
SEALXPERT RUST CONVERTER

PACKAGE:
- 4 litres

RUST REMOVER
SEALXPERT RUST REMOVER
FEATURES:
- Safe on all metals and most plastics
- Removes the rust and prevents rust formation
- Acts as a rust remover and passivator
APPLICATION:
- Used for removal of rust from metals like structural steel, rib bar, nail, refinery, railway, metal fabrication, and maintenance work shop etc.
SEALXPERT RUST REMOVER

PACKAGE:
- 25 litres



HAND SANITIZER TOWELS
SEALXPERT HAND SANITIZER TOWELS
FEATURES:
- 70% Isopropyl Alcohol
- Non-aromatic
- Medical grad
- Thoroughly clean dirt and grease
- Quickly emulsifies grease
APPLICATION:
- Eliminating 99% of germs and bacterial
- Effective for removal of epoxy and polyester resins
SEALXPERT HAND SANITIZER TOWELS

PACKAGE:
- 80 sheets

HAND CLEANING TOWELS
SEALXPERT HAND CLEANING TOWELS
FEATURES:
- Most versatile cleaning towel
- Won’t dry easily
- Thoroughly clean dirt and grease
- Quickly emulsifies grease
APPLICATION:
- Effective for removal of epoxy and polyester resins
- Takes off grease, tar, printer’s inks and many other difficult to remove substances.
SEALXPERT HAND CLEANING TOWELS

PACKAGE:
- 80 sheets

PUMICE HAND CLEANER
SEALXPERT PUMICE HAND CLEANER
FEATURES:
- Containing no petroleum solvents
- Thoroughly clean dirt and grease
- Quickly emulsifies grease
- Mild soap designed for industrial use
APPLICATION:
- Removes oils, grease, grime, fresh paint, tar, soot and all kinds of industrial dirt from hands.
SEALXPERT PUMICE HAND CLEANER

PACKAGE:
- 4 litres

ANTISEPTIC HAND GEL
SEALXPERT ANTISEPTIC HAND GEL
FEATURES:
- Mild antiseptic properties
- Thoroughly clean dirt and grease
- Quickly emulsifies grease
- Mild soap designed for industrial use
APPLICATION:
- Removes oils, grease, grime, fresh paint, tar, soot and all kinds of industrial dirt from hands.
SEALXPERT ANTISEPTIC HAND GEL

PACKAGE:
- 1 kg / 4 kg

ELECTRICAL CONTACT GREASE
SEALXPERT ELECTRICAL CONTACT GREASE
FEATURES:
- Increase reliability & longevity of connections
- Excellent conductivity
- Long-term protection against corrosion and wear
APPLICATION:
- Suitable for use with all materials used in the manufacture of electrical contacts and switch gear
- Ideal for applications in the automotive, rail, and electrical industries
- Particularly suited for the lubrication of copper alloy electrical contacts in an environment where plastic casings, housings or other plastic parts are present
- Conductive moving parts, switches, control valve pins, terminals, voltage regulators, etc.
SEALXPERT ELECTRICAL CONTACT GREASE

PACKAGE:
- 500 gram / 2.5 kg / 15 kg

LOW TEMPRATURE GREASE
SEALXPERT LOW TEMPRATURE GREASE
FEATURES:
- Water and steam resistant
- Provide excellent lubrication performances at low temperatures
- High oxidation stability
- Protects against corrosion
APPLICATION:
- Designed for low temperature freezer and cold storage applications
- Low temperature automotive applications
- For large low-speed rolling bearings subjected to high loads
- Ideal lubricant for spherical roller bearings in roller presses, bowl mill, rotary crushers and also suitable for plain bearings
SEALXPERT LOW TEMPRATURE GREASE

PACKAGE:
- 13 kg

EXTREME PRESSURE GREASE
SEALXPERT EXTREME PRESSURE GREASE
FEATURES:
- Outstanding load carrying capacity
- Superior mechanical stability
- Excellent resistance to water wash-out
- Oxidation stability
- Excellent corrosion protection
APPLICATION:
- Heavy duty bearings served by centralised dispensing equipment
- Extreme-pressure gear grease for applications at normal ambient temperature
- Heavy duty bearings and general industrial lubrication
- Heavy duty plain and rolling element bearings operating under harsh conditions including shock loading in wet environments
SEALXPERT EXTREME PRESSURE GREASE
PACKAGE:
- 13 kg
- #0 / #1 / #3

MULTI-PURPOSE GREASE
SEALXPERT MULTI-PURPOSE GREASE
FEATURES:
- Reliable high temperature performance
- Good oxidation and mechanical stability
- Excellent corrosion resistance
- Long storage life and low noise
APPLICATION:
- Used under a wide range of operating conditions, including severe duty, elevated temperatures and in the presence of moisture
- Rolling element and plain grease lubricated bearings
- Electric motor bearings
SEALXPERT MULTI-PURPOSE GREASE
PACKAGE:
- 13 kg
- #1 / #2 / #3

MACHINE CUTTING OIL
SEALXPERT MACHINE CUTTING OIL
FEATURES:
- Inhibits corrosion and staining
- Improves surface finish
- Increases tool life
- Excellent cooling properties
- Extreme Pressure Resistant
APPLICATION:
- Suitable for all removal and grinding operations
- Extend tool life to keep metalworking and machining processes running smoothly
SEALXPERT MACHINE CUTTING OIL

PACKAGE:
- 4 litres

PENETRATING OIL
SEALXPERT PENETRATING OIL
FEATURES:
- Easy penetration
- Loosens rust, oil, grease
- Rust protection
- Displaces water / moisture
- Non-corrosive
- Non-conductive
- Lubrication
- Not harmful to paint or metals
- Low surface tension to replace moisture
APPLICATION:
- Used to loosen up rust and hardened oil and grease from nuts, bolts, shackles, etc. and for lubrication
- Intended for used wires to remove rust and old oil and grease before applying a new coating.
SEALXPERT PENETRATING OIL

PACKAGE:
- 4 litres

OPEN GEAR & WIRE ROPE GREASE
SEALXPERT OPEN GEAR & WIRE ROPE GREASE
FEATURES:
- High pressure resistance
- High wear protection
- Extremely adhesive
- Resistance against water
APPLICATION:
- Emergency lubrication
- Used for initial lubrication of chains with hollow pins equipped with grease nipples
- Also used for gear drives and open gears, sliding bearings operating at low speeds and high temperatures
SEALXPERT OPEN GEAR & WIRE ROPE GREASE
PACKAGE:
- 2.5 kg / 15 kg

HI-SPEED MOLY GREASE
SEALXPERT HI-SPEED MOLY GREASE
FEATURES:
- Low viscosity ester oil base, which has outstanding low torque and low friction properties.
- Exceptional lubricity lasts for long periods of time over a wide range of temperatures
APPLICATION:
- Use on bearings in electric machinery designed to reduce energy and current usage
- Use on high speed conveyance linear motion devices and ball screws.
- Use on machine tool spindles and other bearings that revolve at high-speeds.
SEALXPERT HI-SPEED MOLY GREASE
PACKAGE:
- 2.5 kg / 15 kg

HI-TEMP MOLY GREASE
SEALXPERT HI-TEMP MOLY GREASE
FEATURES:
- Containing heat-resistant molybdenum disulphide (MoS2) and graphite, in various combinations.
- Reduce seizure even at high temperatures applications
APPLICATION:
- Suited to extreme high temperatures required at ironworks, cement plants, etc. for sliding; rotating and threaded parts in steel mill sliding nozzles and rotary nozzles, Bearings in ladle hangers and furnace dampers; transfer surfaces of tire liners and support rollers in rotary kilns at cement plants; sliding parts, bolts, nuts, pins, and bushings under high temp.
SEALXPERT HI-TEMP MOLY GREASE
PACKAGE:
- 2.5 kg / 15 kg

MOLY GREASE
SEALXPERT MOLY GREASE
FEATURES:
- Lithium soap greases have excellent water resistance and shear stability
- Versatile greases recommended for general and wide applications.
APPLICATION:
- Suited to a wide range of applications, including bearings, gears, and sliding parts.
SEALXPERT MOLY GREASE

PACKAGE:
- 500 gram / 2.5 kg / 15 kg

111 SILICONE COMPOUND
SEALXPERT 111 SILICONE COMPOUND
FEATURES:
- Excellent for high temperature bearings, conveyor systems, and low-temp refrigeration systems
- Water resistant
- Non-toxic
- Extremely chemical resistant
- Translucent paste
- Highly resistant to oxidation and shear breakdown
- Suitable for valve lubrication
- Low vapor pressure
- Low volatility
- High dielectric strength
APPLICATION:
- Lubrication for control and pressure plug valves, water softener and faucet valves
- Sealant for vacuum and pressure systems
- Sealant for outdoor equipment (also shipboard) subject to washing and harsh environmental exposure: meters, electrical service entrance and underground connections
- Damping medium for dash pots in electrical and electronic equipment
- For subzero processing facilities and spiral freezer applications
- Rubber and plastic O-rings, gaskets and seals
- Chemical barrier coating
SEALXPERT 111 SILICONE COMPOUND
PACKAGE:
- 500 gram / 1 kg
111 SILICONE GREASE LOW TEMPERATURE
SEALXPERT 111 SILICONE GREASE LOW TEMPERATURE
FEATURES:
- Oxidisation resistance
- Non-corrosive
- Water washout resistance
- Good lubricity
- Chemically inactive
APPLICATION:
- Suited for low temperature lubrication, and provides resistance to oxidization and washout
- Lubricant for dynamic pneumatic o-rings
- As a seal between rubber and metal parts
- Lubrication for motors, pump, bearings, valves, gears, and seals
SEALXPERT 111 SILICONE GREASE LOW TEMPERATURE
PACKAGE:
- 1 kg

111 SILICONE GREASE
SEALXPERT 111 SILICONE GREASE
FEATURES:
- Non-toxic, stiff silicone compound.
- Strong adhesion, non-melting and maintains consistency over wide temperature range.
- Resistant to many chemicals and gases.
- Low evaporation rate.
APPLICATION:
- Long-term lubrication of valves, stop cocks, plug cocks, ‘O’ rings, valve/lip seals, packings, gaskets.
- Suitable for some vacuum and pressure systems.
SEALXPERT 111 SILICONE GREASE

PACKAGE:
- 500 gram / 1 kg



MOLY M-30 LIQUID DISPERSION
SEALXPERT MOLY M-30 LIQUID DISPERSION
FEATURES:
- Increases load-carrying capacity, reduces friction, wear and noise.
- Lowers oil operating temperatures and stops gear pitting.
- Solid lubricant particles are small enough to pass through all common filter types.
APPLICATION:
- Recommended as an additive to mineral-based lubricating, engine and gear oils in circulating and splash lubrication system and gearboxes.
SEALXPERT MOLY M-30 LIQUID DISPERSION

PACKAGE:
- 1 litre

MOLY M LIQUID DISPERSION
SEALXPERT MOLY M LIQUID DISPERSION
FEATURES:
- Increases load-carrying capacity, reduces friction, wear and noise.
- lowers oil operating temperatures and stops gear pitting.
- Solid lubricant particles are small enough to pass through all common filter types.
APPLICATION:
- Recommended as an additive to mineral-based lubricating, engine and gear oils in circulating and splash lubrication system and gearboxes.
SEALXPERT MOLY M LIQUID DISPERSION
PACKAGE:
- 5 litres
MOLY GN PASTE
SEALXPERT MOLY GN PASTE
FEATURES:
- High pressure-absorption capacity
- Low coefficient of friction
- Prevents frictional corrosion and scoring
- Protection from stick-slip
- Good anti-corrosion properties
- Reduces frictional corrosion
- Simplifies dismantling processes
- High surface covering capacity
APPLICATION:
- Press-fit production of all types of machine elements, as a running-in lubricant for new machines and gearboxes
- Permanent lubrication of machine elements that are moved only rarely or slightly and also for drilling, sawing and thread cutting
- Used successfully for lubricating threaded spindles, splined shafts, toothed gears, worm and transmission gears, screws, valves, pumps, machine tool guides and also for the tightening and fitting of roller bearings, washers, wheels, flanges and bolts.
TECHNICAL DATA:
| Property | Value |
| Colour | Black |
| Unworked Penetration | 280-310 mm/10 |
| Density at 20 °C | 1.35 g/cm³ |
| Service Temperature | -25 °C to 450 °C (-13 °F to 842 °F) |
SEALXPERT MOLY GN PASTE
PACKAGE:
- 500 gram/can

MOLY M77 PASTE
SEALXPERT MOLY M77 PASTE
FEATURES:
- Paste lubrication up to 230°C (446°F), dry lubrication up to 400°C (662°F)
- Good water resistance
- Good volatilization properties
- Compatible with many types of elastomers and plastics (test for compatibility)
APPLICATION:
- Suitable for lubrication points with low to moderate loads and low speeds which are subjected to water and extreme temperatures
- Suitable for lubricating parts consisting of materials that are not resistant to mineral oils
- Used successfully on metal/metal combinations with frictional and contact surfaces, brake anchor plates and the brake pistons of disc brakes
TECHNICAL DATA:
| Property | Value |
| Colour | Black-grey |
| Unworked Penetration | 280-330 mm/10 |
| Density at 20 °C | 1.95 g/cm³ |
| Service Temperature (Paste-like) | -45 °C to 230 °C (-49 °F to 446 °F) |
SEALXPERT MOLY M77 PASTE

PACKAGE:
- 500 gram/can
ALUMINIUM ANTI-SEIZE COMPOUND
SEALXPERT ALUMINIUM ANTI-SEIZE COMPOUND
FEATURES:
- Aluminium based anti-seize compound
- High Oxidation resistance
- Provides rust protection and reduces fretting corrosion
- Good resistance against both fresh water and seawater, suitable for marine use
APPLICATION:
- Provides long term protection under the toughest exposure and temperature conditions to prevent wear, corrosion, rust and seizure.
- Use on all studs, nuts, bolts and other threaded connections, including turbine casing studs, burner nozzles, all boiler inspection points and furnace bolts.
- Ideal for applications where the presence of copper is not desirable due to the risk of electrolytic corrosion, or in the presence of chemicals which react with copper
SEALXPERT ALUMINIUM ANTI-SEIZE COMPOUND

PACKAGE:
- 500 gram/can
NICKEL ANTI-SEIZE COMPOUND
SEALXPERT NICKEL ANTI-SEIZE COMPOUND
FEATURES:
- Contains nickel, aluminium and graphite in a non-melt base
- Contains corrosion and oxidation inhibitors
- Resistant to acids and ammonia
- Recommended for use when copper cannot be present
APPLICATION:
- Use on threaded parts, bushings, gears, valve systems, chain sprockets, levers, hinges, pivots, rollers, heat exchanger or manifold bolts
- Also used as a gasket release agent
- Electrically conductive, protects up to 1350°C (2462°F)
- Recommended for use with stainless steel screws, flanges, nozzles, couplings and other metal fittings
- Also used where high Nickel alloy materials such as stainless steel, or where Titanium or other hard metals are involved.
SEALXPERT NICKEL ANTI-SEIZE COMPOUND

PACKAGE:
- 500 gram/can
COPPER ANTI-SEIZE COMPOUND
SEALXPERT COPPER ANTI-SEIZE COMPOUND
FEATURES:
- Highly effective oxidation inhibitors
- Resistant to corrosion and vibration
- Resistant to contraction and expansion
- Ensures rapid and easy assembly of threaded parts
- Prevents seizing and galling
- Reduces wear in areas of high friction
- Withstands temperature from -40°C to 1100°C (-35°F to 2000°F)
APPLICATION:
- Ensures quick and trouble-free dismantling for routine maintenance even after prolonged exposure to high temperature areas up to 1100°C (2000°F) or in corrosive conditions such as coal mining or marine environments
- Extensively used on tool joints, drill collars, precision threads, large and small diameter pipelines and valves
TECHNICAL DATA:
| Property | Value |
| Colour | Copper |
| Operating Temperature Range | -40 °C to 1100 °C (-40 °F to 2000 °F) |
| Solidifying Temperature | -18 °C (0 ºF) |
| Unworked Penetration at 25 °C | 310–340 mm/10 |
SEALXPERT COPPER ANTI-SEIZE COMPOUND
PACKAGE:
- 500 gram/can

MOLY G-RAPID
SP50 MOLY G-RAPID
FEATURES:
- Designed to be running-in lubricant
- Does not require burnishing
- Quickly evaporates and allow sprayed parts to be used within seconds
- Has a high service temperature
APPLICATION:
- Seizure prevention during machine assembly such as press or heat-fitting.
- Seizure prevention and run-in protection for motor axles, splines, and cams
- Protects against overheating of power screws and packing seals
- Lubrication during metal working such as thread cutting, grinding and casting
- Pre-treatment of surfaces before grease or oil lubrication
- Fretting corrosion prevention in the fitting area of machine parts
SP50 MOLY G-RAPID

PACKAGE:
- 500 ml/can
MOLY M1000 ANTI-SEIZE COMPOUND
SEALXPERT MOLY M1000 ANTI-SEIZE COMPOUND
FEATURES:
- Can be used over a wide range of temperature
- High load-carrying capacity
- Enables non-destructive dismantling, even after long use at high temperatures
- Coefficient of friction unchanged in the area of oiled bolts, even after several bolt re-tightening and loosening processes
- Good corrosion protection
APPLICATION:
- Suitable for bolted joints that are subjected to high temperatures up to 650°C (1202°F) and to corrosive effects, and which, after assembling and the initial operation, have to be re-tightened or disconnected. In order to ensure constant pre-stressing forces, uniform and steady coefficients of friction of the lubricant are necessary
- Used successfully for cylinder head bolts, nozzle head screws of plastic injection moulding machines, bolted joints in the chemical industry, and also for the tension rings of centrifuges
TECHNICAL DATA:
| Property | Value |
| Colour | Brown |
| Unworked Penetration | 280-310 mm/10 |
| Density at 20 °C | 1.26 g/cm³ |
| Service Temperature | -30 °C to 650 °C (-22 °F to 1202 °F) |
SEALXPERT MOLY M1000 ANTI-SEIZE COMPOUND
PACKAGE:
- 1 kg/can
MOLY MICRO POWDER
SEALXPERT MOLY MICRO POWDER
FEATURES:
- Excellent lubricating properties
- Reduction of friction and wear
- Resistant to oxidation
- Extreme pressure resistance
- Wide service temperature range
APPLICATION:
- Lubricate metal surfaces of all kinds in many difficult and extreme environments
- Metal/metal pairings at extreme loads and slow speeds
- Metal/plastic pairings at low loads and low to medium speeds
TECHNICAL DATA:
| Property | Value |
| Colour | Blackish |
| Purity (MoS₂ content) | 98% |
| Particle Size | 3 – 4 μm |
| Service Temperature Range | -185 °C to 450 °C (-301 °F to 842 °F) |
SEALXPERT MOLY MICRO POWDER
PACKAGE:
- 500 gram/can
MOLY Z POWDER
SEALXPERT MOLY Z POWDER
FEATURES:
- Excellent lubricating properties
- Reduction of friction and wear
- Resistant to oxidation
- Extreme pressure resistance
- Wide service temperature range
APPLICATION:
- Used for applications that are exposed to extreme environments, slow speeds, and heavy loads
- Used on self-lubricating plastics, metallic surfaces, metal working compounds, brake linings, press fittings, and as a run-in aid
TECHNICAL DATA:
| Property | Value |
| Colour | Blackish |
| Purity (MoS₂ content) | 98% |
| Particle Size | 3 – 4 μm |
| Service Temperature Range | -185 °C to 450 °C (-301 °F to 842 °F) |
SEALXPERT MOLY Z POWDER
PACKAGE:
- 1 kg/can

SMOKE DETECTOR TESTER
AEROSOL PRODUCTS
SMOKE DETECTOR TESTER
FEATURES:
- Easy to use
- Evaporates without leaving residues
APPLICATION:
- For functional testing of smoke detectors
- Works with both photoelectric and ionization smoke detectors
SEALXPERT SMOKE DETECTOR TESTER

PACKAGE:
- 450 ml/can

STAINLESS STEEL POLISH
AEROSOL PRODUCTS
STAINLESS STEEL POLISH
FEATURES:
- Leaves a clean, smear free, polished surface
- Leaves no residue
APPLICATION:
- Removes streaks, smudges and fingerprint
- Prevents rust, corrosion and dis coloration
- Suitable for use on stainless steel, chrome, architectural aluminium, and other interior metal surfaces
- For elevators, escalators, dishwashers, refrigerators, windows, etc.
SP80 STAINLESS STEEL POLISH

PACKAGE:
- 450 ml/can

VARNISHCOTE CLEAR / VARNISHCOTE RED
AEROSOL PRODUCTS
VARNISHCOTE CLEAR / VARNISHCOTE RED
FEATURES:
- Smooth brush-free finish on natural, stained or painted wood
- Dries in minutes
- Easy to use
APPLICATION:
- Protect printed circuit boards against creepage and short circuits
- Protecting components from condensation and moisture
- Insulates cables and wires
- Electrical contacts lubrication
- Coating terminal strips, screw connections, and switch boxes that are exposed to atmospheric effects
SP70C VARNISHCOTE CLEAR / SP70R VARNISHCOTE RED

PACKAGE:
- 450 ml/can

SILICONE GREASE SPRAY
AEROSOL PRODUCTS
SILICONE GREASE SPRAY
FEATURES:
- Seals, lubricates, protects, insulates and waterproofs
- Safe on most rubber and plastics
- Chemical, oil and water resistant
- Temperature resistant
APPLICATION:
- O-Rings lubrication
- Spark plugs lubrication
- Battery terminals lubrication
- Electrical contacts lubrication
- Gasket lubrication
- Plastics and rubber component lubrication
SP60 SILICONE GREASE SPRAY

PACKAGE:
- 450 ml/can

MOLY G-RAPID SPRAY
AEROSOL PRODUCTS
MOLY G-RAPID SPRAY
FEATURES:
- Designed to be running-in lubricant
- Does not require burnishing
- Quickly evaporates and allow sprayed parts to be used within seconds
- Has a high service temperature
APPLICATION:
- Seizure prevention during machine assembly
- Seizure prevention and run-in protection for motor axles, splines and cams
- Power screw and packing seals
- Lubrication during metal working
- Pre-treatment of surfaces
SP50 MOLY G-RAPID SPRAY

PACKAGE:
- 500 ml/can

MULTI-PURPOSE LUBRICANT
AEROSOL PRODUCTS
MULTI-PURPOSE LUBRICANT
FEATURES:
- Stops squeaks
- Loosen rusty, frozen and sticky parts
- Protects against rust and metal corrosion
- Removes moisture
APPLICATION:
- General and multi-purpose lubricating spray for all machine static and rotating parts and components
SP40 MULTI-PURPOSE LUBRICANT

PACKAGE:
- 450 ml/can

ZINC COLD-GALVANIZING SPRAY (BRIGHT)
AEROSOL PRODUCT
ZINC COLD-GALVANIZING SPRAY (BRIGHT)
What is Galvanizing?
Galvanizing is the process of applying a protective zinc coating to steel or iron to provide protection and prevent corrosion. When exposed to the atmosphere, iron reacts with the presence of oxygen and thus becomes oxidized, which is how iron corrodes. The galvanized layer creates a zinc barrier and sacrificial cathodic protection that prevent the above reactions from occurring.Like all metals, zinc corrodes when exposed to air and moisture. However, zinc corrodes approximately 100 times slower than other metals. When zinc reacts with oxygen, a thin layer of zinc oxide is formed. When this zinc oxide reacts with water, zinc hydroxide is formed. This zinc hydroxide further reacts with carbon dioxide to produce a thin layer of zinc carbonate. This zinc carbonate will then adhere to the zinc coating for better corrosion protection. Zinc carbonate is resilient, chemically stable, adheres firmly to metal surfaces, and acts as a protective barrier, preventing air and moisture from contacting the underlying substrate and preventing further corrosion and deterioration.
What is a Zinc Galvanizing Spray?
Zinc galvanizing spray is a sprayable, fast-curing zinc powder anticorrosive primer in an aerosol. It forms a fast-drying, adherent protective layer to repair damaged galvanic surfaces and to protect the entire exhaust system. The application of zinc galvanizing spray can be carried out in the galvanizer’s plant or on the job site. Zinc galvanizing spray is used as an anti-rust and anti-corrosion protection for iron and steel surfaces, especially at welding seams. It can be used as a coating for welding joints and drilling holes, as a conductive intermediate layer for spot welding and wherever metal must be protected from corrosion. Zinc galvanizing spray is also used in steel structure engineering, equipment, machinery, ships and appliances manufacturing.
FEATURES:
- High zinc content
- High adhesion strength on surfaces
- Protective zinc surface coating
APPLICATION:
- Repair damaged galvanizing surfaces
- Alternative to hot-dip galvanizing
- Can be applied over bare steel surfaces and weld
- Used as finished coat
Why Choose our Zinc Galvanizing Spray?
SealXpert SP30 Zinc Cold-Galvanizing Spray (Bright) is a zinc rich compound (95% enriched zinc content) that ideal for repairing damaged galvanized surfaces. It can be applied as an alternative if hot-dip galvanizing is not available. SealXpert zinc galvanizing spray can act as a finish coat on clean iron, steel and their welds.SealXpert zinc galvanizing spray has excellent adhesion properties and is easy to apply. Aside from that, it also provides long-term corrosion protection, helps to prevent rust and corrosion of metal surfaces.
SealXpert zinc galvanizing spray has a wide range of applications, such as welded seams, spot welding repairs, rivet holes, signs and signposts, pipes, roofs, water tanks, boats and etc.
Why is Zinc Used in Galvanizing Spray?
Zinc is used as a sacrificial agent to protect metals (steel and iron) from corrosion. This is because zinc is more susceptible to oxidation and acid corrosion than steel, so zinc takes the brunt of the damage rather than steel. The zinc layer sacrifices itself and provides anodic protection to the surface of the metal (steel or iron) exposed to the atmosphere due to scratches. Zinc will corrode first, so any damaging acid will be stopped before it can corrode the underlying steel. Zinc has therefore become an important element in galvanized structures today, protecting them from long-term corrosive damage and extending their service life considerably.
Why Zinc and not Copper?
Galvanizing spray uses zinc because it costs less than copper and is more cost-effective. In addition, zinc does not react with other metals as readily as copper, so there is less surface discoloration after zinc galvanizing. Another advantage is that zinc provides better corrosion protection than copper, making it a more reliable choice in some situations. This makes zinc galvanizing spray especially useful in areas where salt water or severe weather can cause damage to metal objects.
SP30 ZINC COLD-GALVANIZING SPRAY(BRIGHT)

PACKAGE:
- 450 ml/can

CLEANER AND DEGREASER
AEROSOL PRODUCTS
CLEANER AND DEGREASER
WHAT IS A CLEANER AND DEGREASER?
Cleaner and degreaser is a chemical product designed to remove grease, oils, cutting fluids, and other heavy contamination. It quickly breaks through tough grease and dirt.The most commonly used cleaner and degreaser is water-based and solvent-based. Water-based cleaner and degreaser will create a ‘lift’ in the grease, causing it to float on the water and produce residues, which can then be removed by a variety of separation techniques. Solvent-based cleaner and degreaser designed to cause chemical reactions to change the state of the substance and make it easier to remove.
FEATURES:
- Heavy duty evaporating cleaner and degreaser.
- Specially formulated for diverse surface cleaning.
- Remove pitch ta, adhesives, heavy oil stains.
- Form a glossy clear layer to protect surface.
- Applicable for various machine parts
APPLICATION:
- Cleans low-voltage electric motors
- Cleans heavy duty equipment while in operation
WHY CHOOSE OUR CLEANER AND DEGREASER?
SealXpert SP20 Cleaner and Degreaser is heavy-duty evaporating cleaner and degreaser for use on electric motors and other heavy-duty electrical and mechanical equipment. It minimises downtime by cleaning low voltage motors and equipment while in operation.SealXpert SP20 Cleaner and Degreaser is non-conductive, non-corrosive, and quickly penetrates into hard-to-reach areas.SealXpert SP20 Cleaner and Degreaser has a wide range of applications, such as industrial equipment and machinery, mechanical and electrical parts, auto parts and engines, cables and wires, electric motors and etc.
SP20 CLEANER AND DEGREASER

PACKAGE:
- 450 ml/can

CONTACT CLEANER
AEROSOL PRODUCTS
CONTACT CLEANER
FEATURES:
- Electronic and electrical cleaner
- Grease and Oil removing agent
APPLICATION:
- Electronic and electrical components
- Hospital and health care equipment
- Household appliances / marine equipment
- Mould cleaner
SP10 CONTACT CLEANER

PACKAGE:
- 220 ml/can
- 450 ml/can

VARNISHCOTE CLEAR / RED
SEALANTS AND ADHESIVES
SEALXPERT VARNISHCOTE CLEAR / RED
FEATURES:
- Excellent oil and moisture resistance
- Excellent finish – tough, flexible, glossy, and durable
- Good water and salt water resistance
- Good adhesion
- High glass
APPLICATION:
- VC04C (Clear): Provide maximum protection against sunlight, water, sea spray, and chemical resistance on exterior wood boat surfaces, wood furniture and printed circuit boards
- VC04R (Red): Insulates transformers, coils, armature, motor windings, and various electric generator parts against arc and corona
SEALXPERT VARNISHCOTE

PACKAGE:
- 4 litres

CLEAR EPOXY WITH HARDENER
SEALANTS AND ADHESIVES
SEALXPERT CLEAR EPOXY WITH HARDENER
FEATURES:
-
- Strong 2-component epoxy with long working time
- Oil, chemical and impact resistant
- High temperature resistance
- Withstands rough handling
- Wide service temperature range
APPLICATION:
- Bonds metal, wood, masonry, ceramics, glass, dry concrete, chipboard, leather, cardboard, fabric, rubber and most plastics (except polyethylene, polypropylene, Teflon)
SEALXPERT CLEAR EPOXY WITH HARDENER

PACKAGE:
- 50 ml /pcs

CA496 CYANOACRYLATE ADHESIVE
CYANOACRYLATE ADHESIVES
SEALXPERT CA496 CYANOACRYLATE ADHESIVE
FEATURES:
- General purpose
- Medium viscosity
- Does not contain solvent, but highly polymerize with moisture in the air for a fast cure and high bond strength
- Fast cure
- Suitable for metal bonding
APPLICATION:
- Used for metal bonding
- Applicable to electronics, automobile, watercraft, precision machine and wood etc.
TECHNICAL DATA:
| Product No. | Typical Use | Max Gap (mm) | Colour (Uncured) | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture Time (sec) | Full Cure (hrs) |
| CA401 | Porous/Acidic surfaces | 0.1 | Transparent | 110 | 3,191 | -55 to 83 | < 20 | 24 |
| CA406 | Plastic/Electrometric | 0.05 | Transparent | 22-Dec | – | -55 to 83 | < 20 | 24 |
| CA480 | Impact/Vibration resistant | 0.1 | Black | 250 | 3,191 | -55 to 83 | < 40 | 24 |
| CA495 | Plastic/Rubber | 0.1 | Transparent | 45 | 2,756 | -55 to 83 | < 20 | 24 |
| CA496 | Metal parts | 0.1 | Transparent | 120 | 3,626 | -55 to 83 | < 20 | 24 |
SEALXPERT CA496 CYANOACRYLATE ADHESIVE

PACKAGE:
- 20 gram / bottle

CA495 CYANOACRYLATE ADHESIVE
CYANOACRYLATE ADHESIVES
SEALXPERT CA495 CYANOACRYLATE ADHESIVE
FEATURES:
- General purpose
- Medium to low viscosity
- Does not contain solvent, but highly polymerize with moisture in the air for a fast cure and high bond strength
APPLICATION:
- Ideal for filling gaps 0.004″ (0.1 mm)
- Used for bonding various materials such as rubber and plastic
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (sec) | Full Cure (hrs) |
| CA401 | Porous & acidic surfaces | 0.1 | 110 | 3,191 | -55 to 83 | < 20 | 24 |
| CA406 | Plastic & electrometric | 0.05 | – | – | -55 to 83 | < 20 | 24 |
| CA480 | Impact & vibration resistant | 0.1 | 250 | 3,191 | -55 to 83 | < 40 | 24 |
| CA495 | Plastic & rubber | 0.1 | 45 | 2,756 | -55 to 83 | < 20 | 24 |
| CA496 | Metal parts | 0.1 | 120 | 3,626 | -55 to 83 | < 20 | 24 |
SEALXPERT CA495 CYANOACRYLATE ADHESIVE

PACKAGE:
- 20 gram / bottle

CA480 CYANOACRYLATE ADHESIVE
CYANOACRYLATE ADHESIVES
SEALXPERT CA480 CYANOACRYLATE ADHESIVE
FEATURES:
- Medium viscosity
- Impact resistant instant curing adhesive
- Contains no solvent, polymerizes highly with moisture in air and cures fast with high strength
- Good resistance in humid environments
APPLICATION:
- Used for difficult-to-bond material and impact resistant bonding, such as plastic, rubber, leather, wood and metal etc.
- For applications where shock resistance is required or shock or peel loads are present
- Suitable application includes precise electric industry, automobile industry, precise machinery industry, household electric appliance industry, wood industry, art ware industry, toy industry, marine, construction industry and audio equipment etc.
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (sec) |
| CA401 | Porous & acidic surfaces | 0.1 | Transparent | 110 | 3,191 (224 kg/cm²) | -55 to 83 | < 20 |
| CA406 | Plastic & electrometric | 0.05 | Transparent | 22-Dec | – | -55 to 83 | < 20 |
| CA480 | Impact & vibration resistant | 0.1 | Black | 250 | 3,191 (224 kg/cm²) | -55 to 83 | < 40 |
| CA495 | Plastic & rubber | 0.1 | Transparent | 45 | 2,756 (194 kg/cm²) | -55 to 83 | < 20 |
| CA496 | Metal parts | 0.1 | Transparent | 120 | 3,626 (255 kg/cm²) | -55 to 83 | < 20 |
SEALXPERT CA480 CYANOACRYLATE ADHESIVE

PACKAGE:
- 20 gram / bottle

CA406 CYANOACRYLATE ADHESIVE
CYANOACRYLATE ADHESIVES
SEALXPERT CA406 CYANOACRYLATE ADHESIVE
FEATURES:
- Low viscosity
- Instant adhesive designed especially for the fast bonding of plastics and rubbers
APPLICATION:
- Ideal for bonding of plastics and elastomeric materials where very fast fixture is required.
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Cure Time (hrs) |
| CA401 | Porous & acidic surfaces | 0.1 | Transparent | 110 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA406 | Plastic & electrometric | 0.05 | Transparent | 22-Dec | – | -55 to 83 | 24 |
| CA480 | Impact & vibration | 0.1 | Black | 250 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA495 | Plastic & rubber | 0.1 | Transparent | 45 | 2,756 (194 kg/cm²) | -55 to 83 | 24 |
| CA496 | Metal parts | 0.1 | Transparent | 120 | 3,626 (255 kg/cm²) | -55 to 83 | 24 |
SEALXPERT CA406 CYANOACRYLATE ADHESIVE

PACKAGE:
- 20 gram / bottle

CA401 CYANOACRYLATE ADHESIVE
CYANOACRYLATE ADHESIVES
SEALXPERT CA401 CYANOACRYLATE ADHESIVE
FEATURES:
-
- General purpose
- Medium viscosity
- Does not contain solvent, but highly polymerize with moisture in the air for a fast cure and high bond strength
APPLICATION:
- Used for bonding inert materials which are difficult to bond
- Ideal for coarse, porous and acidic surfaces such as wood, rubber, leather and paperboard bonding
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Cure Time (hrs) |
| CA401 | Porous & acidic surfaces | 0.1 | Transparent | 110 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA406 | Plastic & electrometric | 0.05 | Transparent | 22-Dec | – | -55 to 83 | 24 |
| CA480 | Impact & vibration | 0.1 | Black | 250 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA495 | Plastic & rubber | 0.1 | Transparent | 45 | 2,756 (194 kg/cm²) | -55 to 83 | 24 |
| CA496 | Metal parts | 0.1 | Transparent | 120 | 3,626 (255 kg/cm²) | -55 to 83 | 24 |
SEALXPERT CA401 CYANOACRYLATE ADHESIVE

PACKAGE:
- 20 gram / bottle

RC680 RETAINING COMPOUNDS
RETAINING COMPOUNDS
SEALXPERT RC680 RETAINING COMPOUNDS
FEATURES:
- High strength, medium viscosity
- Enhances bonding strength
APPLICATION:
- Used for diametral clearance of less than 0.01” (0.25 mm) clearance fit or transition fit with the best fit clearance between 0.002” (0.05 mm) to 0.004” (0.10 mm)
- Replace press fit and prevent rust
- Used for slight rotating (worn) bearing, shaft sleeve etc. fittings, retain belt pulley, bushing, gear wheel, rotor, rebuild hole-shaft fitting parts and out-of-tolerance parts
- Designed for transition and interference fit.
TECHNICAL DATA
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (min) |
| RC603 | Slightly oil-contaminated | 0.13 | Green | 200 | > 2901 (> 204 kg/cm²) | -50 to 150 | 5 – 10 |
| RC620 | High temp (up to 232°C) | 0.3 | Green | 8,500 | > 2901 (> 204 kg/cm²) | -50 to 230 | 30 – 100 |
| RC638 | Maximum strength | 0.26 | Green | 2,500 | > 4496 (> 316 kg/cm²) | -50 to 150 | 5 – 10 |
| RC648 | High temp (up to 175°C) | 0.15 | Green | 500 | > 2611 (> 184 kg/cm²) | -50 to 175 | 5 – 15 |
| RC680 | Clearance/transition fit | 0.25 | Green | 1,250 | > 2756 (> 194 kg/cm²) | -50 to 150 | 10 – 15 |
SEALXPERT RC680 RETAINING COMPOUNDS

PACKAGE:
- 50 ml / bottle

RC648 RETAINING COMPOUNDS
RETAINING COMPOUNDS
SEALXPERT RC648 RETAINING COMPOUNDS
FEATURES:
- High strength, medium to low viscosity
- Withstand high temperature to 175 °C (347 °F)
- Fixture in 5 minutes
APPLICATION:
- Used for dynamic loading or periodic loading working conditions
- High temperature resistant, cures fast, retaining cylindrical assembly where fit clearance is less than 0.006” (0.15 mm)
- Designed for transition and interference fit
TECHNICAL DATA
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (min) |
| RC603 | Oil-contaminated surface | 0.13 | Green | 200 | > 2901 (> 204 kg/cm²) | -50 to 150 | 5 – 10 |
| RC620 | High temp (up to 232°C / 450°F) | 0.3 | Green | 8,500 | > 2901 (> 204 kg/cm²) | -50 to 230 | 30 – 100 |
| RC638 | Maximum strength | 0.26 | Green | 2,500 | > 4496 (> 316 kg/cm²) | -50 to 150 | 5 – 10 |
| RC648 | High temp (up to 175°C / 347°F) | 0.15 | Green | 500 | > 2611 (> 184 kg/cm²) | -50 to 175 | 5 – 15 |
| RC680 | Clearance/transition fit | 0.25 | Green | 1,250 | > 2756 (> 194 kg/cm²) | -50 to 150 | 10 – 15 |
SEALXPERT RC648 RETAINING COMPOUNDS

PACKAGE:
- 50 ml / bottle

RC638 RETAINING COMPOUNDS
RETAINING COMPOUNDS
SEALXPERT RC638 RETAINING COMPOUNDS
FEATURES:
- Maximum high strength, high viscosity
- Fixture in 5 minutes
APPLICATION:
- Used for retaining cylindrical assembly where fit clearance can approach 0.01” (0.26 mm) and where maximum strength at room temperature is required
- Lock bushings and sleeves into housings and on shafts
- Designed for transition and interference fit
TECHNICAL DATA
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (min) |
| RC603 | Oil-contaminated surface | 0.13 | Green | 200 | > 2901 (> 204 kg/cm²) | -50 to 150 | 5 – 10 |
| RC620 | High temp (up to 232°C / 450°F) | 0.3 | Green | 8,500 | > 2901 (> 204 kg/cm²) | -50 to 230 | 30 – 100 |
| RC638 | Maximum strength | 0.26 | Green | 2,500 | > 4496 (> 316 kg/cm²) | -50 to 150 | 5 – 10 |
| RC648 | High temp (up to 175°C / 347°F) | 0.15 | Green | 500 | > 2611 (> 184 kg/cm²) | -50 to 175 | 5 – 15 |
| RC680 | Clearance/transition fit | 0.25 | Green | 1,250 | > 2756 (> 194 kg/cm²) | -50 to 150 | 10 – 15 |
SEALXPERT RC638 RETAINING COMPOUNDS

PACKAGE:
- 50 ml / bottle

RC620 RETAINING COMPOUNDS
RETAINING COMPOUNDS
SEALXPERT RC620 RETAINING COMPOUNDS
FEATURES:
- Thixotropic viscosity
- Self-curing high temperature resistant
APPLICATION:
- Designed to retain cylindrical fittings which can endure high temperatures 232 °C (450 °F)
- Generally applicable for parts whose working temperature is 150 °C (302 °F) to 230°C (446 °F) (intermittent and continuous)
- Used to bond and retain automobile air valve sleeve, injection molding machine core sleeve, valve bushing, cylinder liner, plunger pin in steam hammer; seal or lock thread
TECHNICAL DATA
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (min) |
| RC603 | Oil-contaminated surface | 0.13 | Green | 200 | > 2901 (> 204 kg/cm²) | -50 to 150 | 5 – 10 |
| RC620 | High temp (up to 232°C / 450°F) | 0.3 | Green | 8,500 | > 2901 (> 204 kg/cm²) | -50 to 230 | 30 – 100 |
| RC638 | Maximum strength | 0.26 | Green | 2,500 | > 4496 (> 316 kg/cm²) | -50 to 150 | 5 – 10 |
| RC648 | High temp (up to 175°C / 347°F) | 0.15 | Green | 500 | > 2611 (> 184 kg/cm²) | -50 to 175 | 5 – 15 |
| RC680 | Clearance/transition fit | 0.25 | Green | 1,250 | > 2756 (> 194 kg/cm²) | -50 to 150 | 10 – 15 |
SEALXPERT RC620 RETAINING COMPOUNDS

PACKAGE:
- 50 ml / bottle

RC603 RETAINING COMPOUNDS
RETAINING COMPOUNDS
SEALXPERT RC603 RETAINING COMPOUNDS
FEATURES:
- High strength, low viscosity
- Good oil tolerance, can be used on surfaces with slight oil contamination
APPLICATION:
- Seals and secures cylindrical assemblies under 0.005” (0.13 mm ) diametrical clearance
- Designed for transition and interference fit
- Used for slightly oily surface and inert surface
TECHNICAL DATA
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Fixture (min) |
| RC603 | Oil-contaminated surface | 0.13 | Green | 200 | >2901 (>204 kg/cm²) | -50 to 150 | 5 – 10 |
| RC620 | High temp (up to 232°C) | 0.3 | Green | 8,500 | >2901 (>204 kg/cm²) | -50 to 230 | 30 – 100 |
| RC638 | Maximum strength | 0.26 | Green | 2,500 | >4496 (>316 kg/cm²) | -50 to 150 | 5 – 10 |
| RC648 | High temp (up to 175°C) | 0.15 | Green | 500 | >2611 (>184 kg/cm²) | -50 to 175 | 5 – 15 |
| RC680 | Clearance/transition fit | 0.25 | Green | 1,250 | >2756 (>194 kg/cm²) | -50 to 150 | 10 – 15 |
SEALXPERT RC603 RETAINING COMPOUNDS

PACKAGE:
- 50 ml / bottle

FS518 FLANGE SEALANTS
SEALXPERT FS518 FLANGE SEALANTS
FEATURES:
- Thixotropic viscosity
- Medium strength
- Provides resistance to low pressures immediately after assembly of flanges
APPLICATION:
- Used for sealing flange of aluminium alloy parts, or the rigid structure machining parts with minor flange migration, enduring temperature, pressure and stress
- Typically used as form-in-place gasket for motive power machines such as automobile, engineering machine, internal combustion engine, mining machine, pump etc.
TECHNICAL DATA:
| Property | FS510 | FS515 | FS518 |
| Typical Use | High temperature and solvent resistant | General purpose | Aluminium |
| Max Gap Fill | 0.25 mm | 0.25 mm | 0.25 mm |
| Uncured Colour | Pink | Purple | Red |
| Viscosity (mPa.s) | 40,000–140,000 | 1,200,000 (Thixotropic) | 900,000 |
| Specific Gravity | 1.10 g/cm³ | 1.10 g/cm³ | 1.10 g/cm³ |
SEALXPERT FS518 FLANGE SEALANTS

PACKAGE:
- 50 ml / tube

FS515 FLANGE SEALANTS
SEALXPERT FS515 FLANGE SEALANTS
FEATURES:
- Thixotropic viscosity
- General purpose
- Excellent solvent and chemical resistance
APPLICATION:
- Flexible gasket after cured, withstands slight flange movement caused by vibration
- Used for rigid machined parts flange sealing
- Applicable to motive power machines such as automobile, engineering machine, internal combustion engine, mining equipment, etc. for heavy loading
TECHNICAL DATA:
| Property | FS510 | FS515 | FS518 |
| Typical Use | High temperature and solvent resistant | General purpose | Aluminium |
| Max Gap Fill | 0.25 mm | 0.25 mm | 0.25 mm |
| Uncured Colour | Pink | Purple | Red |
| Viscosity (mPa.s) | 40,000–140,000 | 1,200,000 (Thixotropic) | 900,000 |
| Specific Gravity | 1.10 g/cm³ | 1.10 g/cm³ | 1.10 g/cm³ |
SEALXPERT FS515 FLANGE SEALANTS

PACKAGE:
- 50 ml / tube

FS510 FLANGE SEALANTS
FLANGE SEALANTS
SEALXPERT FS510 FLANGE SEALANTS
FEATURES:
- High viscosity
- Medium strength
- Excellent solvent and chemical resistance
- High temperature resistant
- Increases the torque capacity of assembled flanges
APPLICATION:
- Ideal for sealing rigid flange faces on transmissions and engine casings
- Ideal for use on rigid flanges where high temperature and chemical resistance are necessary
- General gasketing product suitable for hand dispensing or screen printing
TECHNICAL DATA:
| Property | FS510 | FS515 | FS518 |
| Typical Use | High temperature and solvent resistant | General purpose | Aluminium |
| Max Gap Fill | 0.25 mm | 0.25 mm | 0.25 mm |
| Uncured Colour | Pink | Purple | Red |
| Viscosity (mPa.s) | 40,000–140,000 | 1,200,000 (Thixotropic) | 900,000 |
| Specific Gravity | 1.10 g/cm³ | 1.10 g/cm³ | 1.10 g/cm³ |
SEALXPERT FS510 FLANGE SEALANTS

PACKAGE:
- 50 ml / tube

TS577 THREAD SEALANT
SEALXPERT TS577 THREAD SEALANT
FEATURES:
- High viscosity, thixotropic, high strength
- Contains no fillers and will not foul pipeline system
- Suitable for large gap sealing and fast curing
APPLICATION:
- Used for pipe thread sealing at rigorous operating condition or of large gap
- Typically used for sealing stainless steel pipe thread or pressure sealing of taper/straight pipe thread below M80
TECHNICAL DATA:
| Property | FS510 | FS515 | FS518 |
| Typical Use | High temperature and solvent resistant | General purpose | Aluminium |
| Max Gap Fill | 0.25 mm | 0.25 mm | 0.25 mm |
| Uncured Colour | Pink | Purple | Red |
| Viscosity (mPa.s) | 40,000–140,000 | 1,200,000 (Thixotropic) | 900,000 |
| Specific Gravity | 1.10 g/cm³ | 1.10 g/cm³ | 1.10 g/cm³ |
SEALXPERT TS577 THREAD SEALANT

PACKAGE:
- 50ml/bottle

TS567 THREAD SEALANT
SEALXPERT TS567 THREAD SEALANT
FEATURES:
- General purpose, low strength, coarse threads
- Prevents leaks due to vibrational loosening and other stresses
- Temperature resistance up to 250 °C (480 °F)
- Excellent chemical resistance
APPLICATION:
- Mainly used for instant sealing of large diameter tapered/tapered, tapered/straight pipe thread and stainless steel connector
- Prevent thread from corrosion
TECHNICAL DATA:
| Property | TS542 | TS545 | TS567 |
| Typical Use | Fine threads | Hydraulic and pneumatic pipeline thread sealing | General purpose, stainless steel pipe thread sealing |
| Max Diameter of Thread | M36 | M36, tapered | M80 |
| Uncured Colour | Brown | Purple | White |
| Viscosity (mPa.s) | 1,850 (thixotropic) | 14,000 (thixotropic) | 550,000 |
| Specific Gravity | 1.06 g/cm³ | 1.05 g/cm³ | 1.15 g/cm³ |
SEALXPERT TS567 THREAD SEALANT

PACKAGE:
- 50ml/bottle

TS545 THREAD SEALANT
SEALXPERT TS545 THREAD SEALANT
FEATURES:
- Thixotropic, low viscosity, low strength
- Good oil tolerance, can be used on surfaces with slight oil contamination
- Contains no fillers and will no foul pipeline system
APPLICATION:
- Typically used for sealing and locking high hydraulic pressure power system, ideal for under M36 tapered thread.
- Will not foul or jam hydraulic and pneumatic fittings on surface, can be used with slight oil contamination.
TECHNICAL DATA:
| Property | TS542 | TS545 | TS567 | TS577 |
|---|---|---|---|---|
| Typical Use | Fine threads | Hydraulic and pneumatic pipeline thread sealing | General purpose, stainless steel pipe thread sealing | Coarse thread sealing |
| Max Diameter of Thread | M36 | M36, tapered | M80 | M80, tapered/straight |
| Uncured Colour | Brown | Purple | White | Yellow |
| Viscosity (mPa.s) | 1,850 (thixotropic) | 14,000 (thixotropic) | 550,000 | 100,000 (thixotropic) |
| Specific Gravity | 1.06 g/cm³ | 1.05 g/cm³ | 1.15 g/cm³ | 1.10 g/cm³ |
| Max Sealing Pressure | 10,153 psi (714 kg/cm²) | 10,080 psi (709 kg/cm²) | 10,298 psi (724 kg/cm²) | 9,427 psi (663 kg/cm²) |
| Temperature Range | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -50 to 200°C (-58 to 392°F) | -50 to 150°C (-58 to 302°F) |
SEALXPERT TS545 THREAD SEALANT

PACKAGE:
- 50ml/bottle

TS542 THREAD SEALANT
THREAD SEALANT
SEALXPERT TS542 THREAD SEALANT
FEATURES:
- Thixotropic, low viscosity, medium strength
- Contains no fillers and will not foul pipeline system
APPLICATION:
- Used for sealing fine threads in pneumatic and hydraulic systems
- Typically used for sealing fine pipe thread under M36
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Shear Strength (Psi) | Temp. Range (°C) | Cure Time (hrs) |
| CA401 | Porous & acidic surfaces | 0.1 | Transparent | 110 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA406 | Plastic & electrometric | 0.05 | Transparent | 22-Dec | – | -55 to 83 | 24 |
| CA480 | Impact & vibration | 0.1 | Black | 250 | 3,191 (224 kg/cm²) | -55 to 83 | 24 |
| CA495 | Plastic & rubber | 0.1 | Transparent | 45 | 2,756 (194 kg/cm²) | -55 to 83 | 24 |
| CA496 | Metal parts | 0.1 | Transparent | 120 | 3,626 (255 kg/cm²) | -55 to 83 | 24 |
SEALXPERT TS542 THREAD SEALANT

PACKAGE:
- 50ml/bottle

AT290 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT290 THREADLOCKER
FEATURES:
- Low viscosity, medium strength, high penetrability
- Wicking grade
- Excellent chemical resistance
APPLICATION:
- Prevent loosening and leakage from shock and vibration
- Used for locking and sealing pre-assembled threaded fasteners under M12
- Penetrate threads by capillary action
TECHNICAL DATA:
| Property | AT222 | AT242 | AT243 | AT262 | AT270 | AT271 | AT272 | AT277 | AT290 |
|---|---|---|---|---|---|---|---|---|---|
| Typical Use | M2-M8, removable | M8-M16, removable | M8-M20, oil contamination | M10-M26, permanent | M25, permanent | M16-M26, permanent | M25-M80, permanent | M24-M36, permanent | Under M12, wicking |
| Max Gap Fill | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.25 mm | 0.25 mm | 0.10 mm |
| Uncured Colour | Purple | Blue | Blue | Red | Green | Red | Red-orange | Red | Green |
| Viscosity (mPa.s) | 1,200 | 1,700 | 2,250 | 1,800 | 500 | 500 | 4,000-15,000 | 7,000 | 12 |
| Specific Gravity | 1.05 | 1.05 | 1.05 | 1.10 | 1.10 | 1.12 | 1.11 | 1.12 | 1.08 |
| Breakaway Torque | 6 Nm | 12 Nm | 20 Nm | 22 Nm | 26 Nm | 27 Nm | 23 Nm | 30 Nm | 10 Nm |
| Prevail Torque | 4 Nm | 5 Nm | 7 Nm | 30 Nm | 36 Nm | 30 Nm | 25 Nm | 30 Nm | 26 Nm |
| Temperature Range | -50 to 150°C | -50 to 150°C | -50 to 150°C | -50 to 150°C | -50 to 150°C | -50 to 150°C | -55 to 200°C | -50 to 150°C | -50 to 150°C |
| Fixture Time | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 40 min | 23-30 min | 5-15 min |
| Full Cure Time | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs |
SEALXPERT AT290 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT277 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT277 THREADLOCKER
FEATURES:
- High strength, high viscosity
- Excellent chemical resistance
- Good lubricity
- Heat and hand tools are required for disassembly
APPLICATION:
- Prevent loosening and leakage from shock and vibration
- Used for permanent locking and sealing M24 – M36 threaded fasteners, prevent thread from rust
- Typically used for large diameter thread locking and sealing
TECHNICAL DATA:
| Property | AT222 | AT242 | AT243 | AT262 | AT270 | AT271 | AT272 | AT277 | AT290 |
|---|---|---|---|---|---|---|---|---|---|
| Typical Use | M2-M8, removable | M8-M16, removable | M8-M20, oil contamination | M10-M26, permanent locking | M25, permanent locking | M16-M26, permanent locking | M25-M80, permanent locking | M24-M36, permanent locking | Under M12, wicking |
| Max Gap Fill | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.13 mm | 0.25 mm | 0.25 mm | 0.10 mm |
| Uncured Colour | Purple | Blue | Blue | Red | Green | Red | Red-orange | Red | Green |
| Viscosity (mPa.s) | 1,200 (Thixotropic) | 1,700 (Thixotropic) | 2,250 (Thixotropic) | 1,800 (Thixotropic) | 500 | 500 | 4,000-15,000 (Thixotropic) | 7,000 | 12 |
| Specific Gravity | 1.05 g/cm³ | 1.05 g/cm³ | 1.05 g/cm³ | 1.10 g/cm³ | 1.10 g/cm³ | 1.12 g/cm³ | 1.11 g/cm³ | 1.12 g/cm³ | 1.08 g/cm³ |
| Breakaway Torque | 6 Nm | 12 Nm | 20 Nm | 22 Nm | 26 Nm | 27 Nm | 23 Nm | 30 Nm | 10 Nm |
| Prevail Torque | 4 Nm | 5 Nm | 7 Nm | 30 Nm | 36 Nm | 30 Nm | 25 Nm | 30 Nm | 26 Nm |
| Temperature Range | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) | -55 to 200°C (-67 to 392°F) | -50 to 150°C (-58 to 302°F) | -50 to 150°C (-58 to 302°F) |
| Fixture Time | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 10-20 min | 40 min | 23-30 min | 5-15 min |
| Full Cure Time | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 24 hrs | 2 hrs |
SEALXPERT AT277 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT272 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT272 THREADLOCKER
FEATURES:
- High temperature, high strength
- Withstands temperatures up to 232 °C (450 °F)
- Heat and hand tools are required for disassembly
APPLICATION:
- Permanent locking and sealing of threaded fasteners
- Prevents loosening and leakage from shock and vibration
- Used for locking and sealing of large bolts and studs (M25 and larger)
TECHNICAL DATA:
| Product No. | Use | Max Gap Fill | Colour | Viscosity (mPa.s) | Specific Gravity | Breakaway Torque (Nm) | Prevail Torque (Nm) | Temp Range (°C/°F) | Fixture (min) | Full Cure (hrs) |
| AT222 | M2-M8, removable | 0.13 mm | Purple | 1,200 (Thixotropic) | 1.05 g/cm³ | 6 | 4 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT242 | M8-M16, removable | 0.13 mm | Blue | 1,700 (Thixotropic) | 1.05 g/cm³ | 12 | 5 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT243 | M8-M20, slight oil contamination | 0.13 mm | Blue | 2,250 (Thixotropic) | 1.05 g/cm³ | 20 | 7 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT262 | M10-M26, permanent locking/sealing | 0.13 mm | Red | 1,800 (Thixotropic) | 1.10 g/cm³ | 22 | 30 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT270 | M25, permanent locking/sealing | 0.13 mm | Green | 500 | 1.10 g/cm³ | 26 | 36 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT271 | M16-M26, permanent locking/sealing | 0.13 mm | Red | 500 | 1.12 g/cm³ | 27 | 30 | -50 to 150 (-58 to 302) | 10-20 | 24 |
| AT272 | M25-M80, permanent locking/sealing | 0.25 mm | Red-orange | 4,000–15,000 (Thixotropic) | 1.11 g/cm³ | 23 | 25 | -55 to 200 (-67 to 392) | 40 | 24 |
| AT277 | M24-M36, permanent locking/sealing | 0.25 mm | Red | 7,000 | 1.12 g/cm³ | 30 | 30 | -50 to 150 (-58 to 302) | 23-30 | 24 |
| AT290 | Under M12, wicking grade | 0.10 mm | Green | 12 | 1.08 g/cm³ | 10 | 26 | -50 to 150 (-58 to 302) | 5-15 | 24 |
SEALXPERT AT272 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT271 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT271 THREADLOCKER
FEATURES:
- High strength, medium to low viscosity
- Excellent chemical resistance
- Heat and hand tools are required for disassembly
- Good lubricity
APPLICATION:
- Prevent loosening and leakage from shock and vibration
- Used for permanent locking and sealing M16 – M26 (Ideal for under M22) threaded fasteners, prevent thread from rust
- Typically used for stud end locking (such as cylinder head stud)
TECHNICAL DATA:
| Product No. | Typical Use | Max Gap Fill | Colour | Viscosity (mPa.s) | Specific Gravity | Breakaway Torque (Nm) | Prevail Torque (Nm) | Temperature Range (°C/°F) | Fixture (min) | Full Cure (hrs) |
| AT222 | M2 – M8, removable | 0.13 mm | Purple | 1,200 (Thixotropic) | 1.05 g/cm³ | 6 | 4 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT242 | M8-M16, removable | 0.13 mm | Blue | 1,700 (Thixotropic) | 1.05 g/cm³ | 12 | 5 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT243 | M8-M20, slight oil contamination | 0.13 mm | Blue | 2,250 (Thixotropic) | 1.05 g/cm³ | 20 | 7 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT262 | M10-M26, permanent locking and sealing | 0.13 mm | Red | 1,800 (Thixotropic) | 1.10 g/cm³ | 22 | 30 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT270 | M25, permanent locking and sealing | 0.13 mm | Green | 500 | 1.10 g/cm³ | 26 | 36 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT271 | M16-M26, permanent locking and sealing | 0.13 mm | Red | 500 | 1.12 g/cm³ | 27 | 30 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT272 | M25-M80, permanent locking and sealing | 0.25 mm | Red-orange | 4,000–15,000 (Thixotropic) | 1.11 g/cm³ | 23 | 25 | -55 to 200 (-67 to 392) | 40 | 24 |
| AT277 | M24-M36, permanent locking and sealing | 0.25 mm | Red | 7,000 | 1.12 g/cm³ | 30 | 30 | -50 to 150 (-58 to 302) | 23–30 | 24 |
| AT290 | Under M12, wicking grade | 0.10 mm | Green | 12 | 1.08 g/cm³ | 10 | 26 | -50 to 150 (-58 to 302) | 5–15 | 24 |
SEALXPERT AT271 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT270 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT270 THREADLOCKER
FEATURES:
- Low viscosity, high strength
- Heat and hand tools are required for disassembly
- Excellent chemical resistance
- Good lubricity
APPLICATION:
- Prevent loosening and leakage from shock and vibration
- Prevent rusty threads
- Used for locking and sealing threaded fasteners of M25 and larger
TECHNICAL DATA:
| Product No. | Typical Use | Max Gap Fill | Colour | Viscosity (mPa.s) | Specific Gravity | Breakaway Torque (Nm) | Prevail Torque (Nm) | Temperature Range (°C/°F) | Fixture Time (min) | Full Cure (hrs) |
| AT222 | M2-M8, removable | 0.13 mm | Purple | 1,200 (Thixotropic) | 1.05 g/cm³ | 6 | 4 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT242 | M8-M16, removable | 0.13 mm | Blue | 1,700 (Thixotropic) | 1.05 g/cm³ | 12 | 5 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT243 | M8-M20, slight oil contamination | 0.13 mm | Blue | 2,250 (Thixotropic) | 1.05 g/cm³ | 20 | 7 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT262 | M10-M26, permanent locking and sealing | 0.13 mm | Red | 1,800 (Thixotropic) | 1.10 g/cm³ | 22 | 30 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT270 | M25, permanent locking and sealing | 0.13 mm | Green | 500 | 1.10 g/cm³ | 26 | 36 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT271 | M16-M26, permanent locking and sealing | 0.13 mm | Red | 500 | 1.12 g/cm³ | 27 | 30 | -50 to 150 (-58 to 302) | 10–20 | 24 |
| AT272 | M25-M80, permanent locking and sealing | 0.25 mm | Red-orange | 4,000–15,000 (Thixotropic) | 1.11 g/cm³ | 23 | 25 | -55 to 200 (-67 to 392) | 40 | 24 |
| AT277 | M24-M36, permanent locking and sealing | 0.25 mm | Red | 7,000 | 1.12 g/cm³ | 30 | 30 | -50 to 150 (-58 to 302) | 23–30 | 24 |
| AT290 | Under M12, wicking grade | 0.10 mm | Green | 12 | 1.08 g/cm³ | 10 | 26 | -50 to 150 (-58 to 302) | 5–15 | 24 |
SEALXPERT AT270 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT262 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT262 THREADLOCKER
FEATURES:
- Medium to high strength, thixotropic viscosity
- Excellent chemical resistance
- Good lubricity
- Easy removal, parts can be separated with hand tools
APPLICATION:
- Prevent loosening and leakage from shock and vibration
- Used for permanent locking and sealing M10 – M26 (Ideal for under M20) threaded fasteners
- Prevent rusty threads
- Thread locking, sealing and engine plug sealing
TECHNICAL DATA:
| Product | Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Specific Gravity | Temp Range (°C) | Fixture (min) | Full Cure (hr) | Breakaway Torque (Nm) | Prevail Torque (Nm) |
| AT222 | M2-M8, removable | 0.13 | Purple | 1,200 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10-20 | 24 | 6 | 4 |
| AT242 | M8-M16, removable | 0.13 | Blue | 1,700 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10-20 | 24 | 12 | 5 |
| AT243 | M8-M20, slight oil contamination | 0.13 | Blue | 2,250 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10-20 | 24 | 20 | 7 |
| AT262 | M10-M26, permanent locking & sealing | 0.13 | Red | 1,800 (Thixotropic) | 1.1 | -50 to 150 (-58 to 302) | 10-20 | 24 | 22 | 30 |
| AT270 | M25, permanent locking & sealing | 0.13 | Green | 500 | 1.1 | -50 to 150 (-58 to 302) | 10-20 | 24 | 26 | 36 |
| AT271 | M16-M26, permanent locking & sealing | 0.13 | Red | 500 | 1.12 | -50 to 150 (-58 to 302) | 10-20 | 24 | 27 | 30 |
| AT272 | M25-M80, permanent locking & sealing | 0.25 | Red-orange | 4,000-15,000 (Thixotropic) | 1.11 | -55 to 200 (-67 to 392) | 40 | 24 | 23 | 25 |
| AT277 | M24-M36, permanent locking & sealing | 0.25 | Red | 7,000 | 1.12 | -50 to 150 (-58 to 302) | 23-30 | 24 | 30 | 30 |
| AT290 | Under M12, wicking grade | 0.1 | Green | 12 | 1.08 | -50 to 150 (-58 to 302) | 5-15 | 24 | 10 | 26 |
SEALXPERT AT262 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT243 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to
fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT243 THREADLOCKER
FEATURES:
- Medium strength, thixotropic
- Easy removal, parts can be separated with hand tools
- Good oil resistance, can be used on the surface with slight oil contamination
- Controlled lubricity for accurate clamp loads
APPLICATION:
- Prevent threaded fasteners from loosening and leakage
- Used for locking and sealing M8 – M20 (Ideal for under M18) threaded fasteners
- Typically suitable for inert surface, such as stainless steel and electroplated surface
TECHNICAL DATA:
| Product | Typical Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Specific Gravity | Temp Range (°C) | Fixture Time (min) | Full Cure Time (hr) | Breakaway Torque (Nm) | Prevail Torque (Nm) |
| AT222 | M2 – M8, removable | 0.13 | Purple | 1,200 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 6 | 4 |
| AT242 | M8 – M16, removable | 0.13 | Blue | 1,700 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 12 | 5 |
| AT243 | M8 – M20, slight oil contamination | 0.13 | Blue | 2,250 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 20 | 7 |
| AT262 | M10 – M26, permanent locking & sealing | 0.13 | Red | 1,800 (Thixotropic) | 1.1 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 22 | 30 |
| AT270 | M25, permanent locking & sealing | 0.13 | Green | 500 | 1.1 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 26 | 36 |
| AT271 | M16 – M26, permanent locking & sealing | 0.13 | Red | 500 | 1.12 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 27 | 30 |
| AT272 | M25 – M80, permanent locking & sealing | 0.25 | Red-orange | 4,000 – 15,000 (Thixotropic) | 1.11 | -55 to 200 (-67 to 392) | 40 | 24 | 23 | 25 |
| AT277 | M24 – M36, permanent locking & sealing | 0.25 | Red | 7,000 | 1.12 | -50 to 150 (-58 to 302) | 23 – 30 | 24 | 30 | 30 |
| AT290 | Under M12, wicking grade | 0.1 | Green | 12 | 1.08 | -50 to 150 (-58 to 302) | 5 – 15 | 24 | 10 | 26 |
SEALXPERT AT243 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

AT242 THREADLOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT242 THREADLOCKER
FEATURES:
- Medium strength, thixotropic viscosity
- Controlled lubricity for accurate clamp loads
- Easy removal, parts can be separated with hand tools
APPLICATION:
- Used for locking and sealing M8 – M16 (Ideal below M8) threaded fasteners, prevent loosening, and leakage from shock and vibration
TECHNICAL DATA:
| Product | Typical Use | Max Gap (mm) | Colour | Viscosity (mPa.s) | Specific Gravity | Temp Range (°C) | Fixture Time (min) | Full Cure Time (hr) | Breakaway Torque (Nm) | Prevail Torque (Nm) |
| AT222 | M2 – M8, removable | 0.13 | Purple | 1,200 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 6 | 4 |
| AT242 | M8 – M16, removable | 0.13 | Blue | 1,700 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 12 | 5 |
| AT243 | M8 – M20, slight oil contamination | 0.13 | Blue | 2,250 (Thixotropic) | 1.05 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 20 | 7 |
| AT262 | M10 – M26, permanent locking & sealing | 0.13 | Red | 1,800 (Thixotropic) | 1.1 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 22 | 30 |
| AT270 | M25, permanent locking & sealing | 0.13 | Green | 500 | 1.1 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 26 | 36 |
| AT271 | M16 – M26, permanent locking & sealing | 0.13 | Red | 500 | 1.12 | -50 to 150 (-58 to 302) | 10 – 20 | 24 | 27 | 30 |
| AT272 | M25 – M80, permanent locking & sealing | 0.25 | Red-orange | 4,000 – 15,000 (Thixotropic) | 1.11 | -55 to 200 (-67 to 392) | 40 | 24 | 23 | 25 |
| AT277 | M24 – M36, permanent locking & sealing | 0.25 | Red | 7,000 | 1.12 | -50 to 150 (-58 to 302) | 23 – 30 | 24 | 30 | 30 |
| AT290 | Under M12, wicking grade | 0.1 | Green | 12 | 1.08 | -50 to 150 (-58 to 302) | 5 – 15 | 24 | 10 | 26 |
SEALXPERT AT242 THREADLOCKER

PACKAGE:
- 50ml/bottle

AT222 THREAD LOCKER
THREADLOCKER
Threadlocker, also known as thread-locking fluid, is applied to threads of fasteners such as screws and bolts to fill up to gaps and void spaces between metal components, and to mechanically bond the metal components together.
SEALXPERT AT222 THREAD LOCKER
FEATURES:
- Thixotropic viscosity, low strength
- Easy removal, parts can be separated with hand tools
APPLICATION:
- Prevent threaded fasteners from vibration and leakage
- Used for locking and sealing M2 – M8 (ideal for under M6)
- Especially suitable for situation where easy disassembly is available, adjust locating screw, small diameter or long threaded fasteners
TECHNICAL DATA:
| Product No. | Typical Use | Max Gap Fill (mm) | Uncured Colour | Viscosity (mPa.s) | Curing Speed | Specific Gravity (g/cm³) | Breakaway Torque (Nm) | Prevail Torque (Nm) | Temperature Range (°C) | Fixture Time (min) |
| AT222 | M2 – M8, removable | 0.13 | Purple | 1,200 | Thixotropic | 1.05 | 6 | 4 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT242 | M8 – M16, removable | 0.13 | Blue | 1,700 | Thixotropic | 1.05 | 12 | 5 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT243 | M8 – M20, slight oil contamination | 0.13 | Blue | 2,250 | Thixotropic | 1.05 | 20 | 7 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT262 | M10 – M26, permanent locking and sealing | 0.13 | Red | 1,800 | Thixotropic | 1.1 | 22 | 30 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT270 | M25, permanent locking and sealing | 0.13 | Green | 500 | None | 1.1 | 26 | 36 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT271 | M16 – M26, permanent locking and sealing | 0.13 | Red | 500 | None | 1.12 | 27 | 30 | -50 to 150 (-58 to 302) | 10 – 20 |
| AT272 | M25 – M80, permanent locking and sealing | 0.25 | Red-orange | 4,000 – 15,000 | Thixotropic | 1.11 | 23 | 25 | -55 to 200 (-67 to 392) | 40 |
| AT277 | M24 – M36, permanent locking and sealing | 0.25 | Red | 7,000 | None | 1.12 | 30 | 30 | -50 to 150 (-58 to 302) | 23 – 30 |
| AT290 | Under M12, wicking grade | 0.1 | Green | 12 | None | 1.08 | 10 | 26 | -50 to 150 (-58 to 302) | 5 – 15 |
SEALXPERT AT222 THREAD LOCKER

PACKAGE:
- 50 ml / bottle

ACU10 UNDERWATER EPOXY COATING
EPOXY COATING & MARINE CHOCK
ACU10 UNDERWATER EPOXY COATING
FEATURES:
- Two-component epoxy repair compound
- Provides a rock-hard protective surface
- Provides excellent protection against corrosion of metals and erosion and deterioration of concrete or wood
APPLICATION:
- Designed to be applied in underwater and splash zone environments
- Repair boat hulls, buoys, seawalls, docks, bridge abutments, etc.
TECHNICAL DATA:
| Property | Value |
| Colour | White |
| Pot Life | 65 min |
| Flash Point | > 121°C (250°F) |
| Hardness | 72 Shore D |
ACU10 UNDERWATER EPOXY COATING

PACKAGE:
- 10 litres/set
ACC10 ANTI-CORROSIVE EPOXY COATING
EPOXY COATING & MARINE CHOCK
ACC10 ANTI-CORROSIVE EPOXY COATING
FEATURES:
- Two-component
- High adhesion strength
- Excellent alkali and acid resistance
APPLICATION:
- FRP storage tanks, pipes, vessels, ducts, and on-site maintenance projects, particularly in chemical processing, pulp and paper operations, including chlorine dioxide bleaching towers.
TECHNICAL DATA:
| Property | Value |
| Colour | Clear |
| Mix Ratio (by weight) | 3.3:1 |
| Mix Ratio (by volume) | 2.5:1 |
| Density | 1.07 |
ACC10 ANTI-CORROSIVE EPOXY COATING

PACKAGE:
- 10 litres/set

MC38 MARINE CHOCK
EPOXY COATING & MARINE CHOCK
MC38 MARINE CHOCK
FEATURES:
- Two-part pourable chocking compound with excellent mechanical strength
- Allow pouring up to 80mm thickness
- High compressive strength and impact strength
- Excellent resistant to chemicals
- Applicable to mounting main engines, auxiliary gears, compressors, pumps, thrust and support bearings, etc.
APPLICATION:
- Developed for chocking marine main propulsion and auxiliary machinery
- Also used for sterntube and strut bearings, pintle and rudder bearings, pedestal bearings, steering gears, stern winches, engine room pumps, cargo pumps, cable penetrations, large ball or roller bearings, bow thrusters and anchor windlasses
TECHNICAL DATA:
| Property | Value |
| Volume of Solids | 62% |
| Mix Ratio (by weight) | 5:01 |
| Mix Ratio (by volume) | 3.4:1 |
| Coefficient of Linear Thermal Expansion | 43.8 x 10⁻⁶ 1/K |
MC38 MARINE CHOCK

PACKAGE:
- 3.8 litres/set

EFC38 EPOXY FLOOR COATING
EPOXY COATING & MARINE CHOCK
EFC38 EPOXY FLOOR COATING
FEATURES:
- Two-component epoxy floor and deck coating
- Easy and fast to apply
- Fire retardant in the cured state
- Resists gasoline, oil, acids, alkalis and aliphatic solvents
APPLICATION:
- Finish for concrete and steel ramps, walkways, locker rooms, loading docks, marine applications, machine rooms assembly areas and stairs
TECHNICAL DATA:
| Property | Value |
| Volume of Solids | 62% |
| Mix Ratio (by weight) | 7.5:1 |
| Mix Ratio (by volume) | 4.4:1 |
| Coverage – Roller | 4.6 m² per 3.78 l (50 ft²/gal) |
EFC38 EPOXY FLOOR COATING

PACKAGE:
- 3.8 litres/set

NS38 ANTI-SLIP FLOOR COATING
EPOXY COATING & MARINE CHOCK
NS38 ANTI-SLIP FLOOR COATING
FEATURES:
- Two-component Epoxy Resin Coating designed for application in areas of heavy pedestrian traffic or light rolling traffic under typical dry service temperatures of -29°C to 60°C (-20°F to 140°F)
- Easy and fast to apply by paint brush or roller
- Reduces accidents (slips and falls) in the workplace
- Fire retardant in the cured state
- Resists gasoline, oil, acids, alkalis and aliphatic solvents
- Available in yellow, grey or green
APPLICATION:
- Typical applications include a non-slip finish for concrete and steel ramps, walkways, locker rooms, loading docks, marine applications, machine rooms assembly areas and stairs
TECHNICAL DATA:
| Property | Value |
| Volume of Solids | 62% |
| Mix Ratio (by weight) | 7.5:1 |
| Mix Ratio (by volume) | 4.4:1 |
| Coverage – Roller | 4.6 m² per 3.78 l (50 ft²/gal) |
NS38 ANTI-SLIP FLOOR COATING

PACKAGE:
- 3.8 litres/set

PL105 RUBBER REPAIR PUTTY
RUBBER REPAIR
PL105 RUBBER REPAIR PUTTY
FEATURES:
- Fast curing at room temperature
- Non-toxic after cured
- Good flexibility
- High tensile strength
- High tearing strength
- Good abrasion, corrosion, aging and impact resistance
APPLICATION:
- Repairing and bonding of worn fabric joints
- Fill joint gaps
- Reinforce rubber conveyor belts in metallurgy, power, coal mining, etc. industries
TECHNICAL DATA:
| Property | Value |
| Pot Life (100g @ 25°C) | 7 min |
| Peeling Strength | 95 N/m |
| Tensile Strength | 2,900 psi (204 kg/cm²) |
| Tearing Strength | 70 N/cm |
PL105 RUBBER REPAIR PUTTY
PACKAGE:
- 350 gram/set

PL104 RUBBER REPAIR LIQUID
RUBBER REPAIR
PL104 RUBBER REPAIR LIQUID
FEATURES:
- Can be operated under low loading within 2 hours after bonding
- High initial bonding strength
- Good toughness
- Curing at room temperature
APPLICATION:
- Can be used to bond rubber, leather, metal and ceramic to each other or to themselves
- Designed to bond joint of fabric enforced multilayer rubber conveyor belt for metallurgy, building material, electric power, coal mine, industries etc.
TECHNICAL DATA:
| Property | Value |
| Pot Life (100g @ 25°C) | 80 min |
| Peeling Strength | 2 Hour – 25 N/cm |
| Time | 24 Hour – 45 N/cm |
| Max. Working Temperature | 80 °C (176 °F) |
PL104 RUBBER REPAIR LIQUID

PACKAGE:
- 500 gram

WR211 CORROSION RESISTANT COATING
SEALXPERT WR211 CORROSION RESISTANT COATING
FEATURES:
- Composed of modified epoxy, wear resistant ceramic and crystal mineral powder
- Thixotropic viscosity, suitable for application on vertical surface
- Excellent resistance to strong alkali and acid
APPLICATION:
- Used for rebuilding and protecting metal material and concrete facilities against corrosion of acid/alkali solution
- Rebuilding and protective coating of various corroded pipeline, pump, valve, exchanger, etc.
TECHNICAL DATA:
| Property | Value |
| Colour | Dark Grey |
| Compressive Strength | 13,053 psi (918 kg/cm²) |
| Tensile Strength | 4,351 psi (306 kg/cm²) |
| Shear Strength | 1,450 psi (102 kg/cm²) |
SEALXPERT WR211 CORROSION RESISTANT COATING

PACKAGE:
- 500 gram/set
WR210 CARBIDE PUTTY
SEALXPERT WR210 CARBIDE PUTTY
FEATURES:
- Silicon carbide-filled epoxy putty
- Economical protection against wear and abrasion
- Designed for particulates smaller than 1.6mm (1/16”)
- Service temperatures up to 150°C (302°F)
APPLICATION:
- Particulate less than 1/16″: pipe elbows, pulverizers and slurry lines, cyclones and exhauster fans, chutes
TECHNICAL DATA:
| Property | Value |
| Colour | Grey |
| Compressive Strength | 8,160 psi (574 kg/cm²) |
| Tensile Strength | 2,640 psi (186 kg/cm²) |
| Shear Strength | 1,350 psi (95 kg/cm²) |
SEALXPERT WR210 CARBIDE PUTTY
PACKAGE:
- 500 grams/set
WR209 CORROSION BRUSHABLE COATING
SEALXPERT WR209 CORROSION BRUSHABLE COATING
FEATURES:
- Excellent chemical resistance to acids, solvents, and alkalis
- Temperature resistance to 160°C (320°F)
- Applies easily with short-bristle brush or roller
- Low viscosity, self-leveling liquid
APPLICATION:
- Seal and protect new equipment exposed to erosion and corrosion
- Protect pump casings, impeller blades, gate valves, water boxes, and fan blades
- Rebuild heat exchangers, tube sheets, and other water circulating equipment
- Top coat for providing exceptionally smooth surface to repaired surfaces
TECHNICAL DATA:
| Property | Value |
| Colour | Brown |
| Compressive Strength | 15,000 psi (1,069 kg/cm²) |
| Tensile Strength | 4,351 psi (306 kg/cm²) |
| Shear Strength | 1,450 psi (102 kg/cm²) |
SEALXPERT WR209 CORROSION BRUSHABLE COATING
PACKAGE:
- 3.8 litres/set
WR208 WEAR SHIELD BRUSHABLE COATING
SEALXPERT WR208 WEAR SHIELD BRUSHABLE COATING (SMALL PARTICLES)
FEATURES:
- Micro-alumina ceramic bead-filled epoxy
- Outstanding abrasion resistance
- Designed for particulates smaller than 3mm (1/8”)
- Resistant to wide range of chemicals (acids, bases, saturated salt solutions, oils, etc.)
- Service temperatures up to 150°C (302°F)
APPLICATION:
- Dust particulate applications including slurry pumps, scrubbers, screens, and screw conveyors
TECHNICAL DATA:
| Property | Value |
| Colour | Grey |
| Compressive Strength | 11,000 psi (774 kg/cm²) |
| Tensile Strength | 4,300 psi (303 kg/cm²) |
| Shear Strength | 1,375 psi (97 kg/cm²) |
SEALXPERT WR208 WEAR SHIELD BRUSHABLE COATING (SMALL PARTICLES)
PACKAGE:
- 5 kg/set
WR206 WEAR SHIELD BRUSHABLE COATING
SEALXPERT WR206 WEAR SHIELD BRUSHABLE COATING (LARGE PARTICLES)
FEATURES:
- Alumina ceramic bead-filled epoxy system
- Outstanding abrasion resistance
- Designed for particulates larger than 3mm (1/8”)
- Resistant to wide range of chemicals (acids, bases, saturated salt solutions, oils, etc.)
- Service temperatures up to 150°C (302°F)
APPLICATION:
- Repair scrubbers, ash handling systems, pipe elbows, screens, and chutes
- Recontour chippers, bins, hoppers, bunkers, separators, diester tables
- Protect exhausters, chutes, launderers, housing fans, crushers, and breakers
TECHNICAL DATA:
| Property | Value |
| Colour | Grey |
| Compressive Strength | 11,000 psi (774 kg/cm²) |
| Tensile Strength | 4,210 psi (296 kg/cm²) |
| Shear Strength | 1,474 psi (104 kg/cm²) |
SEALXPERT WR206 WEAR SHIELD BRUSHABLE COATING (LARGE PARTICLES)

PACKAGE:
- 5 kg/set

WR204 WEAR RESISTANT COATING
WEAR & CORROSION RESISTANT COATING AND PUTTY
SEALXPERT WR204 WEAR RESISTANT COATING
FEATURES:
- Ceramic microsphere and silicon alloy filled two-component epoxy coating.
- Suitable for application on vertical surfaces.
- Coating has strong adhesion and excellent properties of wear and impact resistance.
APPLICATION:
- Designed to rebuild and pre-protect the machine worn by whirlpool, corrosion and cavitation erosion, water pump impellers, shell, induced-draft fan impeller etc.
TECHNICAL DATA:
| Poperty | Value |
| Colour | Dark Grey |
| Compressive Strength | 15,954 psi (1,122 kg/cm²) |
| Tensile Strength | 4,351 psi (306 kg/cm²) |
| Shear Strength | 2,176 psi (153 kg/cm²) |
SEALXPERT WR204 WEAR RESISTANT COATING

PACKAGE:
- 500 gram/set
ALUMINIUM REPAIR LIQUID
ALUMINIUM REPAIR LIQUID
FEATURES:
- Can be machined, drilled, or tapped
- Aluminium filled pourable epoxy
APPLICATION:
- Used for mould-making, patterns, holding fixtures, levelling equipment
- Casting of aluminium components
TECHNICAL DATA:
| Property | Value |
| Pot Life (100g @ 25°C) | 75 min |
| Dielectric Strength | 4 KV/mm |
| Adhesive Tensile Shear | 2,698 psi (190 kg/cm²) |
| Compressive Strength | 9,863 psi (694 kg/cm²) |
PL103 ALUMINIUM REPAIR LIQUID

PACKAGE:
- 500 gram
STEEL REPAIR LIQUID
STEEL REPAIR LIQUID
FEATURES:
- Steel filled, liquid epoxy
- Low viscosity, self-levelling liquid
- Castable
- Machinable to metallic finish
- Low shrinkage
- Resistant to chemicals and most acids, bases, solvents and alkalis
APPLICATION:
- Casting of steel components
- Holding fixtures for intricate parts
- Filling and levelling equipment
- Repairing hard to reach areas where a flowable epoxy is needed
- Duplicating or tracing masters
- Short run dies and moulds
TECHNICAL DATA:
| Property | Value |
| Adhesive Tensile Shear | 2,800 psi (197 kg/cm²) |
| Tensile Strength | 3,220 psi (227 kg/cm²) |
| Compressive Strength | 10,196 psi (717 kg/cm²) |
| Modulus of Elasticity | 274,992 psi (19,334 kg/cm²) |
PL102 STEEL REPAIR LIQUID

PACKAGE:
- 500 gram

TITANIUM REPAIR PUTTY
TITANIUM REPAIR PUTTY
FEATURES:
- Titanium filled two-component epoxy putty
- High performance
- Excellent chemical resistance
- Withstands heavy loads in harsh chemical environments
- Can be drilled, tapped, machined or painted.
APPLICATION:
- Suitable for repairing and rebuilding on load bearing components
- Applicable for repairs to machineries and equipment that can be precision machined.
TECHNICAL DATA:
| Product No. | Colour | Compressive Strength (psi / kg/cm²) | Tensile Strength (psi / kg/cm²) | Shear Strength (psi / kg/cm²) | Hardness (Shore D) | Temperature Range (°C / °F) | Mixture | Pot Life (min) | Curing Time | Coverage Area (per set) (cm² at 0.2″ / 6 mm thickness) | 50% load (hours) | 100% load (hours) |
| PS 102 | Grey | 18,130 / (1,275) | 4,931 / (347) | 2,901 / (204) | 80 | -50 to 160 / (-58 to 320) | 9:1 | 40 | 8 | 450 | 24 | 8 |
| PS 103 | Aluminium | 14,214 / (999) | 4,351 / (306) | 2,611 / (184) | 80 | -50 to 160 / (-58 to 320) | 6:1 | 50 | 12 | 503 | 24 | 12 |
| PS 104 | Bronze | 13,779 / (969) | 4,351 / (306) | 2,611 / (184) | 80 | -50 to 170 / (-58 to 338) | 9:1 | 40 | 8 | 165 | 24 | 8 |
| PS 105 | Dark Grey | 15,229 / (1,071) | 4,931 / (347) | 2,901 / (204) | 80 | -50 to 160 / (-58 to 320) | 11:1 | 50 | 12 | 465 | 24 | 12 |
| PS 106 | Brown | 13,053 / (918) | 4,496 / (316) | 2,611 / (184) | 80 | -50 to 150 / (-58 to 302) | 5:1 | 20 | 6 | 472 | 12 | 6 |
| PS 107 | Dark Grey | 13,053 / (918) | 3,626 / (255) | 2,611 / (184) | 80 | -50 to 120 / (-58 to 248) | 1.7:1 | 5 | 6-Jan | 450 | 1 | 6-Jan |
| PS 108 | Dark Grey | 12,908 / (908) | 4,351 / (306) | 2,611 / (184) | 80 | -50 to 280 / (-58 to 536) | 5:1 | 60 | 6 | 432 | 12 | 6 |
| PS 109 | Dark Grey | 24,656 / (1,733) | 7,977 / (56) | 3,046 / (214) | 90 | -50 to 160 / (-58 to 320) | 2:1 | 50 | 12 | 450 | 24 | 12 |
| PS 110 | Dark Grey | 18,855 / (1,326) | 4,061 / (286) | 2,031 / (143) | 87 | -50 to 160 / (-58 to 320) | 11:1 | 21 | 8 | 450 | 16 | 8 |
FIRST STAGE: SURFACE PREPARATION
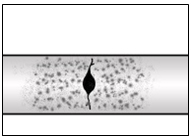
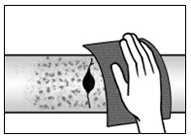
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
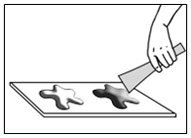
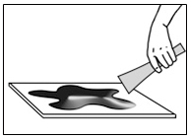
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform,streak-free consistency is obtained
THIRD STAGE: APPLICATION
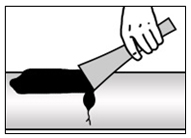
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS110 TITANIUM REPAIR PUTTY

PACKAGE:
- 454 gram/set

SUPERMETAL EPOXY PUTTY
SUPERMETAL EPOXY PUTTY
FEATURES:
- Alloy and ceramic filled two-component epoxy putty
- Excellent hardness
- Cold welding repairing material
- Versatile durable repair composite
- Outstanding adhesion to all metals
- Excellent corrosion resistance
- Superior chemical resistance
- Can be drilled, tapped, machined or painted
APPLICATION:
- Suitable for repairing worn rotating shafts
- Applicable for making repairs that can be precision machined
TECHNICAL DATA:
| Product No. | Colour | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness | Temp. Range (°C/°F) | Mixture Ratio (Weight/Volume) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm²) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 18,130 | 4,931 | 2,901 | 80 | -50 to 160 / (-58 to 320) | 9:1 | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 14,214 | 4,351 | 2,611 | 80 | -50 to 160 / (-58 to 320) | 6:1 | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 13,779 | 4,351 | 2,611 | 80 | -50 to 170 / (-58 to 338) | 9:1 | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 15,229 | 4,931 | 2,901 | 80 | -50 to 160 / (-58 to 320) | 11:1 | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 13,053 | 4,496 | 2,611 | 80 | -50 to 150 / (-58 to 302) | 5:1 | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 13,053 | 3,626 | 2,611 | 80 | -50 to 120 / (-58 to 248) | 1.7:1 | 5 | 1-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 12,908 | 4,351 | 2,611 | 80 | -50 to 280 / (-58 to 536) | 5:1 | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 24,656 | 7,977 | 3,046 | 90 | -50 to 160 / (-58 to 320) | 2:1 | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 18,855 | 4,061 | 2,031 | 87 | -50 to 160 / (-58 to 320) | 11:1 | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform,streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS109 SUPERMETAL EPOXY PUTTY

PACKAGE:
- 454 gram/set
- 908 gram/set

HI-TEMP REPAIR PUTTY
HI-TEMP REPAIR PUTTY
FEATURES:
- Withstands high temperature up to 230 °C (446 °F) (continuous) and 280 °C (536 °F) (intermittent)
- Nickel alloy-filled two-component epoxy putty
- Suitable for engine parts repairs
- Can be drilled, tapped, machined or painted
APPLICATION:
- Used for repairing abrasion, scratch, and crack etc. on equipment operating at high temperature
- Applicable to watercrafts, automobiles, machineries in petrochemical, power plant etc.
TECHNICAL DATA:
| Product No. | Colour | Mixture Ratio (Weight/Volume) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm²) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform, streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS108 HI-TEMP REPAIR PUTTY

PACKAGE:
- 454 gram/set

5 MIN REPAIR PUTTY (SF)
5 MIN REPAIR PUTTY (SF)
FEATURES:
- Fast-curing
- Stainless steel-filled two-component epoxy putty
- Suitable for quick and emergency repairs
- Cures in less than one hour
- Can be drilled, tapped, machined or painted
APPLICATION:
- Used for emergency and quick repairing of steel, iron, stainless steel etc. metal damaged parts, worn parts and leakage
- Applicable to watercrafts, machines, automobiles, mining machineries etc.
TECHNICAL DATA:
| Product No. | Colour | Mixture (Volume/Weight) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm² at 0.2″/6 mm thickness) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform, streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room temperature before operation
surface with trowel
SEALXPERT PS107 5 MIN (SF) REPAIR PUTTY

PACKAGE:
- 454 gram/set

UNDERWATER REPAIR PUTTY
UNDERWATER REPAIR PUTTY
FEATURES:
- Ceramic-based two-component epoxy putty.
- Suitable for moist and wet conditions
- Excellent resistance to oil and chemicals
- Bonds to metallic and non-metallic surfaces
- Fills porosity and cracks on valves and pump bodies
- Can be drilled, tapped, machined or painted
APPLICATION:
- Used for repairing pipeline, valve, pump shell, tank body and concrete under emergency
- Used for leakage stopping for water machineries, watercrafts repairing, mines and buildings etc.
- Used in splash zone repair in combination of SealXpert Fiberglass Repair Tapes
TECHNICAL DATA:
| Product No. | Colour | Mixture (Volume/Weight) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm² at 0.2″/6 mm thickness) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel /
abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform, streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS106 UNDERWATER REPAIR PUTTY

PACKAGE:
- 454 gram/set

STAINLESS STEEL REPAIR PUTTY
STAINLESS STEEL REPAIR PUTTY
FEATURES:
- Stainless steel-filled two-component epoxy putty
- Patch, repair and rebuild stainless steel parts and equipment
- Bonds to ferrous and non-ferrous metals
- Non-rusting
APPLICATION:
- Used for repairing stainless steel and steel parts defect repairing and worn part rebuilding
- Applicable to watercrafts, machines, automobiles, mining machineries etc.
TECHNICAL DATA:
| Product No. | Colour | Mixture (Volume/Weight) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm² at 0.2″/6 mm thickness) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container untiluniform,streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS105 STAINLESS STEEL REPAIR PUTTY

PACKAGE:
- 454 gram/set

BRONZE REPAIR PUTTY
BRONZE REPAIR PUTTY
FEATURES:
- Bronze -filled two-component epoxy putty.
- Repairs to bronze and brass bushings, shafts, castings and parts
- Repairs and rebuilds area where brazing is undesirable or impossible
- Bonds securely to bronze alloys, brass, copper and ferrous metals
- Can be drilled, tapped, machined or painted
APPLICATION:
- Used for rebuilding and repairing of various bronze casting parts
- Used for repairing bronze casting air holes and sand holes, shrinkage and cracks
- Used for filling oversize, scratch or damaged repairing
- Applicable to watercrafts, machines, automobiles, mining machineries etc.
TECHNICAL DATA:
| Product No. | Colour | Mixture (Volume/Weight) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm² at 0.2″/6 mm thickness) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st_container until uniform streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room surface with trowel temperature before operation
SEALXPERT PS104 BRONZE REPAIR PUTTY

PACKAGE:
- 227 gram/set

ALUMINIUM REPAIR PUTTY
ALUMINIUM REPAIR PUTTY
FEATURES:
- Aluminium -filled two-component epoxy putty
- Repairs to non-rusting aluminium castings, machinery and equipment
- Excellent resistance to chlofluorocarbons
- Bonds to aluminium and other metals
- Fills porosity in aluminium castings
- Can be drilled, tapped, machined or painted
APPLICATION:
- Used for rebuilding of various aluminium casting parts
- Used for repairing aluminium casting air holes and sand holes, shrinkage and cracks
- Used for filling oversize, scratch or damaged repairing
- Applicable to general machines, automobiles, airplanes, watercraft etc.
TECHNICAL DATA:
| Product No. | Colour | Mixture (Volume/Weight) | Compressive Strength (psi) | Tensile Strength (psi) | Shear Strength (psi) | Hardness (Shore D) | Temperature Range (°C/°F) | Pot Life (min) | Curing Time (hrs) | Coverage Area (cm² at 0.2″/6 mm thickness) | 50% Load (hrs) | 100% Load (hrs) |
| PS 102 | Grey | 9:1 / 4:1 | 18,130 (1275) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 40 | 24-Aug | 450 | 8 | 24 |
| PS 103 | Aluminium | 6:1 / 3.5:1 | 14,214 (999) | 4,351 (306) | 2,611 (184) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 503 | 12 | 24 |
| PS 104 | Bronze | 9:1 / 3:1 | 13,779 (969) | 4,351 (306) | 2,611 (184) | 80 | -50 to 170 / (-58 to 338) | 40 | 24-Aug | 165 | 8 | 24 |
| PS 105 | Dark Grey | 11:1 / 3.75:1 | 15,229 (1071) | 4,931 (347) | 2,901 (204) | 80 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 465 | 12 | 24 |
| PS 106 | Brown | 5:1 / 3.5:1 | 13,053 (918) | 4,496 (316) | 2,611 (184) | 80 | -50 to 150 / (-58 to 302) | 20 | 12-Jun | 472 | 6 | 12 |
| PS 107 | Dark Grey | 1.7:1 / 1:1 | 13,053 (918) | 3,626 (255) | 2,611 (184) | 80 | -50 to 120 / (-58 to 248) | 5 | 6-Jan | 450 | 6-Jan | 1 |
| PS 108 | Dark Grey | 5:1 / 4:1 | 12,908 (908) | 4,351 (306) | 2,611 (184) | 80 | -50 to 280 / (-58 to 536) | 60 | 12-Jun | 432 | 6 | 12 |
| PS 109 | Dark Grey | 2:1 / 2:1 | 24,656 (1733) | 7,977 (56) | 3,046 (214) | 90 | -50 to 160 / (-58 to 320) | 50 | 24-Dec | 450 | 12 | 24 |
| PS 110 | Dark Grey | 11:1 / 3.75:1 | 18,855 (1326) | 4,061 (286) | 2,031 (143) | 87 | -50 to 160 / (-58 to 320) | 21 | 16-Aug | 450 | 8 | 16 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel/ abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom of B (Hardener) in accordance to the specified ratio st_st Container until uniform,streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room temperature before operation surface with trowel
SEALXPERT PS103 ALUMINIUM REPAIR PUTTY

PACKAGE:
- 454 gram/set

STEEL REPAIR PUTTY
METAL REPAIR PUTTY
STEEL REPAIR PUTTY
FEATURES:
- Metal-filled two-component epoxy putty
- Bonds to metals, concrete and plastics
- Cures at room temperature
- Can be drilled, tapped, machined or painted
- Excellent resistance to oil, gasoline, water and chemicals
- Ideal for patching and repairing areas where welding or brazing is undesirable
APPLICATION:
- Suitable for repairing defects and rebuilding of steel and iron casting parts
- Recommended for repairing and rebuilding of worn components such as bearing and fan housing
TECHNICAL DATA:
| Product No. | Colour | Compressive Strength psi (kg/cm2) |
Tensile Strength psi (kg/cm2) |
Shear Strength psi (kg/cm2) |
Hardness Shore D |
Temperature Range°C(°F) | Mixture (A:B) | Pot Life min |
Curing Time | Coverage Area (per set) cm2 at 0.2″ (6 mm) thickness |
||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight | Volume | 50% load hour |
100% load hour |
|||||||||
| PS 102 | Grey | 18130 (1275) |
4931 (347) |
2901 (204) |
80 | -50 to 160 (-58 to 320) |
9:1 | 4:1 | 40 | 8 | 24 | 450 |
| PS 103 | Aluminium | 14214 (999) |
4351 (306) |
2611 (184) |
80 | -50 to 160 (-58 to 320) |
6:1 | 3.5:1 | 50 | 12 | 24 | 503 |
| PS 104 | Bronze | 13779 (969) |
4351 (306) |
2611 (184) |
80 | -50 to 170 (-58 to 338) |
9:1 | 3:1 | 40 | 8 | 24 | 165 |
| PS 105 | Dark Grey | 15229 (1071) |
4931 (347) |
2901 (204) |
80 | -50 to 160 (-58 to 320) |
11:1 | 3.75:1 | 50 | 12 | 24 | 465 |
| PS 106 | Brown | 13053 (918) |
4496 (316) |
2611 (184) |
80 | -50 to 150 (-58 to 302) |
5:1 | 3.5:1 | 20 | 6 | 12 | 472 |
| PS 107 | Dark Grey | 13053 (918) |
3626 (255) |
2611 (184) |
80 | -50 to 120 (-58 to 248) |
1.7:1 | 1:1 | 5 | 1/6 | 1 | 450 |
| PS 108 | Dark Grey | 12908 (908) |
4351 (306) |
2611 (184) |
80 | -50 to 280 (-58 to 536) |
5:1 | 4:1 | 60 | 6 | 12 | 432 |
| PS 109 | Dark Grey | 24656 (1733) |
7977 (56) |
3046 (214) |
90 | -50 to 160 (-58 to 320) |
2:1 | 2:1 | 50 | 12 | 24 | 450 |
| PS 110 | Dark Grey | 18855 (1326) |
4061 (286) |
2031 (143) |
87 | -50 to 160 (-58 to 320) |
11:1 | 3.75:1 | 21 | 8 | 16 | 450 |
FIRST STAGE: SURFACE PREPARATION
Clean surface thoroughly with solvent Grit blast surface area with a course file / sandpaper / coarse wheel / abrasive disc pad Clean the surface again with solvent
SECOND STAGE: MIXTURE
Mix component A (Resin) and component Continuously scrape material from the sides and bottom B(Hardener) in accordance to the specified ratio st_st_container until uniform streak-free consistency is obtained
THIRD STAGE: APPLICATION
Dispense the mixture to prepared Allow curing in accordance to the minimum curing time at room temperature before operatio surface with trowel
SEALXPERT PS102 STEEL REPAIR PUTTY

PACKAGE:
- 454 gram/set

SEAL STIC SS106
UNDERWATER EPOXY STICK
FEATURES:
- Pre-mixed ceramic-based formulation
- Suitable for moist and wet conditions
- Excellent resistance to oil and chemicals
- Bonds to metallic and non-metallic surfaces
- Can be drilled, tapped, machined or painted
- Non-toxic and solvent-free
APPLICATIONS:
- Specially formulated to repair wet surfaces and for underwater applications.
- It can be repaired, rebuilt and bonded to many substances, such as fiberglass, metal, wood, concrete, PVC, ceramic, many plastics and other materials.
- It is suitable for both fresh water and salt water environment.
- Ideal for repairing and sealing holes, cracks, leaks and gouges in boat decks, hulls, pools, hot tubs, leaking gaskets, marine recreational equipment, gutters and tanks.
TECHNICAL DATA:
| Attribute | Value |
| Colour | Light Yellow |
| Compressive Strength | 12,000 psi (844 kg/cm²) |
| Tensile Strength | 6,000 psi (422 kg/cm²) |
| Shear Strength | 900 psi (63 kg/cm²) |
| Hardness | 80 Shore D |
| Temperature Range | -50 °C to 120 °C (-58 °F to 248 °F) |
| Pot Life (100g mixture) | 10 min |
| Min. Curing Time | 20 min before function |
SEAL STIC SS106 UNDERWATER EPOXY STICK

PACKAGE:
- 114 gram/tube

SEAL STIC SS104
BRONZE EPOXY STICK
FEATURES:
- Pre-mixed bronze-based formulation
- Excellent resistance to oil and chemecals
- Bonds to metallic and non-metallic surfaces
- Can be drilled, tapped, machined or painted
- Non-toxic and solvent-free
APPLICATIONS:
- Used for copper repair, brass repair, bronze repair, non-ferrous metal repair.
- Suitable for the repair and maintenance of cracked pipes, tanks, castings, tools and equipment.
- Can be used to seal elbows, joints, sleeves, traps, leaks in pipes, copper gutter and downspouts.
- Suitable for interior and exterior applications.
TECHNICAL DATA:
| Property | Value |
| Colour | Bronze |
| Compressive Strength | 12,000 psi (844 kg/cm²) |
| Tensile Strength | 6,000 psi (422 kg/cm²) |
| Shear Strength | 900 psi (63 kg/cm²) |
| Hardness | 80 Shore D |
| Temperature Range | -50°C to 120°C (-58°F to 248°F) |
| Pot Life (100g mixture) | 10 minutes |
| Min. Curing Time Before Function | 20 minutes |
SEAL STIC SS104 BRONZE EPOXY STICK

PACKAGE:
- 114 gram/tube

SEAL STIC SS103
ALUMINIUM EPOXY STICK
FEATURES:
- Pre-mixed aluminium-based formulation
- Repairs to non-rusting aluminium castings, machinery and equipment
- Fills porosity in aluminium castings
- Can be drilled, tapped, machined or painted
- Non-toxic and solvent-free
APPLICATIONS:
- Used for permanent and emergency repairs of cracked castings, pipelines, storage tanks, machinery and equipment.
- Suitable for the repair and maintenance of aluminium boats and industrial equipment.
- Suitable for interior or exterior use.
- Rebuilds broken aluminium screw holes.
TECHNICAL DATA:
| Property | Value |
| Colour | Dark Grey |
| Compressive Strength | 12,000 psi (844 kg/cm²) |
| Tensile Strength | 6,000 psi (422 kg/cm²) |
| Shear Strength | 900 psi (63 kg/cm²) |
| Hardness | 80 Shore D |
| Temperature Range | -50°C to 120°C (-58°F to 248°F) |
| Pot Life (100g mixture) | 10 minutes |
| Min. Curing Time Before Function | 20 minutes |
SEAL STIC SS103 ALUMINIUM EPOXY STICK

PACKAGE:
- 114 gram/tube

SEAL STIC SS102
QUICK CURE EPOXY STICKS
STEEL EPOXY STICK
FEATURES:
- Pre-mixed steel-based formulation
- Bonds to dry surfaces
- Bonds to metals, concrete and plastics
- Cures at room temperature
- Can be drilled, tapped, machined or painted
- Non-toxic and solvent-free
APPLICATIONS:
- ◻ Steel epoxy is used for patching and repairing of cracks, holes, gouges, and leaks in machine parts, tanks, pipelines, st_containers, worn-out threads , pumps and housings.
- ◻ Repairing porosity holes in castings.
- ◻ When steel epoxy is mixed, it forms an industrial-strength polymer compound that can be moulded into any shapes and can be used to patch and repair most steel components.
- ◻ For minor welding repairs, steel epoxy sticks can be used to create a bond that can withstand high temperatures and pressures.
- ◻ Steel epoxy sticks are suitable for repairing hulls, decks, and propellers on boats and other marine equipment.
- ◻ Gears, bearings, and engines can be repaired and strengthened with steel epoxy sticks.
TECHNICAL DATA:
| Property | Value |
| Colour | Aluminium |
| Compressive Strength | 12,000 psi (844 kg/cm²) |
| Tensile Strength | 6,000 psi (422 kg/cm²) |
| Shear Strength | 900 psi (63 kg/cm²) |
| Hardness | 80 Shore D |
| Temperature Range | -50°C to 120°C (-58°F to 248°F) |
| Pot Life (100g mixture) | 10 minutes |
| Min. Curing Time Before Function | 20 minutes |
SEAL STIC SS102 STEEL EPOXY STICK

PACKAGE:
- 114 gram/tube
PRIMER 1027
SEALXPERT PRIMER 1027
FEATURES:
- Excellent adhesion to the pipe substrate
- Excellent cathodic disbondment resistance
- Non-toxic
- Non-polluting
- Conform to local and national standards
APPLICATION:
- Can be used for machine or hand brush application to rough, reconditioned, or grit-blasted pipe surfaces
- Provides a uniformly smooth, instant tack surface for coating systems
SEALXPERT UNDERWATER PETRO PASTE AND PETRO TAPE APPLICATION PROCEDURE:
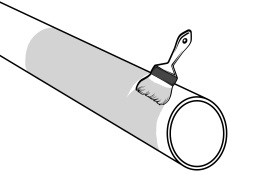 | Coating the pipe surface with SealXpert Primer. |
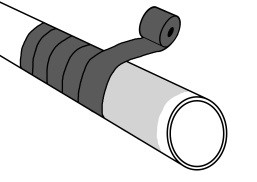 | Apply SealXpert Petro Tape. Start at the 9 o’ clock position. Ensure that the compound side of tape is to the substrate. |
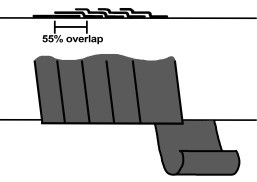 | Starting a new roll of tape. Overlap ends of tape by one tape width. Overlapping each turn by 55% gives a double thickness. |
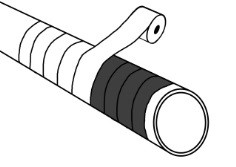 | Use SealXpert Poly Outer Wrap as the final wrapping tape |
SEALXPERT PRIMER 1027
PACKAGE:
- 1 Gallon
- 5 Gallons

POLY OUTER WRAP 955
SEALXPERT POLY OUTER WRAP 955
FEATURES:
- Worldwide reference lists
- Uniform coating thickness
- Resistant to soil stress
- Impermeable to oxygen and moisture
- Low cathodic protection-current requirements
- Compatible with all pipe diameters and generic plant coatings systems
- Max operating temperature: 85 °C (185 °F)
APPLICATION:
- Corrosion protection of steel pipelines
- It achieves a complete bond to the #980 inner layer, providing maximum handling and in-service protection for the coating system
- Can also be used for ductile iron pipes
TECHNICAL DATA:
| Property | 955-20 | 955-25 | 955-30 |
| Backing Colour | White | White | White |
| Thickness | 0.5 mm | 0.63 mm | 0.75 mm |
| Backing | 15 mils (0.381 mm) | 20 mils (0.508 mm) | 25 mils (0.635 mm) |
| Adhesive | 5 mils (0.127 mm) | 5 mils (0.127 mm) | 5 mils (0.127 mm) |
| Tensile Strength | 70 N/cm | 70 N/cm | 80 N/cm |
| Elongation | 450% | 400% | 450% |
| Peel Adhesion to Primed Steel | 33 N/cm | 33 N/cm | 33 N/cm |
| Cathodic Disbondment | 0.24 in. radius (6.4 mm) | 0.25 in. radius (6.4 mm) | – |
SEALXPERT UNDERWATER PETRO PASTE AND PETRO TAPE APPLICATION PROCEDURE:
| Coating the pipe surface with SealXpert Primer. |
| Apply SealXpert Petro Tape. Start at the 9 o’ clock position. Ensure that the compound side of tape is to the substrate. |
| Starting a new roll of tape. Overlap ends of tape by one tape width. Overlapping each turn by 55% gives a double thickness. |
| Use SealXpert Poly Outer Wrap as the final wrapping tape |
SEALXPERT POLY OUTER WRAP 955

PACKAGE:
- 2” x 99’ (50 mm x 30 m)
- 4” x 99’ (100 mm x 30 m)
- 6” x 99’ (150 mm x 30 m)
POLY INNER WRAP 980
POLYETHYLENE WRAP PROTECTION
SEALXPERT POLY INNER WRAP 980
FEATURES:
- Worldwide reference lists
- Uniform coating thickness
- Resistant to soil stress
- Impermeable to oxygen and moisture
- Low cathodic protection-current requirements
- Compatible with all pipe diameters and generic plant coatings systems
- Max operating temperature: 85 °C (185 °F)
APPLICATION:
- Corrosion protection of steel pipelines
- Can also be used for ductile iron pipes
TECHNICAL DATA:
| Property | 955-20 | 955-25 | 955-30 |
| Backing Colour | White | White | White |
| Thickness | 0.5 mm | 0.63 mm | 0.75 mm |
| Backing | 15 mils (0.381 mm) | 20 mils (0.508 mm) | 25 mils (0.635 mm) |
| Adhesive | 5 mils (0.127 mm) | 5 mils (0.127 mm) | 5 mils (0.127 mm) |
| Tensile Strength | 70 N/cm | 70 N/cm | 80 N/cm |
| Elongation | 450% | 400% | 450% |
| Peel Adhesion to Primed Steel | 33 N/cm | 33 N/cm | 33 N/cm |
| Cathodic Disbondment | 0.24 in. radius (6.4 mm) | 0.25 in. radius (6.4 mm) | – |
SEALXPERT UNDERWATER PETRO PASTE AND PETRO TAPE APPLICATION PROCEDURE:
| Coating the pipe surface with SealXpert Primer. |
| Apply SealXpert Petro Tape. Start at the 9 o’ clock position. Ensure that the compound side of tape is to the substrate. |
| Starting a new roll of tape. Overlap ends of tape by one tape width. Overlapping each turn by 55% gives a double thickness. |
| Use SealXpert Poly Outer Wrap as the final wrapping tape |
SEALXPERT POLY INNER WRAP 980
PACKAGE:
- 2” x 99’ (50 mm x 30 m)
- 4” x 99’ (100 mm x 30 m)
- 6” x 99’ (150 mm x 30 m)
SEALXPERT MASTIC
SEALXPERT MASTIC
FEATURES:
- High build product for sealing, filling and caulking applications where a protective, waterproof and non setting mastic is required
- Moisture resistance
- Microbe resistance
- Good adhesion
APPLICATION:
- Suitable for sealing concealed lap joints between plastics, metals, timber, glass, masonry, and expanded foam panels
- Recommended for offshore environments, including splash zones, refineries, power plants, bridges, buildings, mining equipment and general structural steel.
- Use in the installation of cool rooms, prefabricated construction and gasket sealed windscreens to exclude draughts and water penetration through joints in materials.
- Can be specified where extended recoating properties for polyurethane topcoats are requested (typically travel coating)
SEALXPERT UNDERWATER PETRO PASTE AND PETRO TAPE APPLICATION PROCEDURE:
| Priming pipes, rods and cables. Apply SealXpert Underwater Petro Paste to entire area to be wrapped with tape. |
| Apply SealXpert Petro Tape. Start at the 9 o’ clock position. Ensure that the compound side of tape is to the substrate. |
| Starting a new roll of tape. Overlap ends of tape by one tape width. |
 | Overlapping each turn by 55% gives a double thickness. |
SEALXPERT MASTIC
PACKAGE:
- 2.5kg
UNDERWATER PETRO PASTE
PETROLATUM WRAP PROTECTION
SEALXPERT UNDERWATER PETRO PASTE
FEATURES:
- Petrolatum based compound
- Contains no Volatile Organic Compounds
- Can be applied by inexperienced personnel
- No shut downs or cure time is necessary
APPLICATION:
- Can be applied to marginally prepared surfaces (SSPC SP 2-3)
- Applied to very wet or underwater surfaces
- May be applied underwater by gloved hand, stiff bristle brush or roller
- Preparation of metal surfaces underwater prior to the application of SealXpert Petro Tapes
TECHNICAL DATA:
| Property | Value |
| Solid Content | 100% |
| Flash Point | 180 °C (356 °F) |
| Specific Gravity | 1.08 |
| Specific Volume | 925 cc/kg |
| Coverage | 2-5 mm²/kg |
| Temperature Range | |
| For Application | 5 °C (41 °F) |
| For Service | -25 °C to 50 °C (-13 °F to 122 °F) |
SEALXPERT UNDERWATER PETRO PASTE AND PETRO TAPE APPLICATION PROCEDURE:
| Priming pipes, rods and cables. Apply SealXpert Underwater Petro Paste to entire area to be wrapped with tape. |
| Apply SealXpert Petro Tape. Start at the 9 o’ clock position. Ensure that the compound side of tape is to the substrate. |
| Starting a new roll of tape. Overlap ends of tape by one tape width. |
| Overlapping each turn by 55% gives a double thickness. |
SEALXPERT UNDERWATER PETRO PASTE
PACKAGE:
- 2.5kg pails
- 25kg drums

SURFACE TISSUE
WRAP SEAL PLUS SURFACE TISSUE
FEATURES:
- Excellent fiber distribution
- Good tear strength
- Good tensile strength
- Excellent weather-proofing
- Longer service life
- Non-hazardous
- Impose seepage resistance
APPLICATION:
- Applied with Wrap Seal PLUS Resin and Activator to provide high tensile strength, impact, abrasion,
and corrosion resistance for large surfaces (storage tanks, vessels, etc.) - Designed to be used as a surfacing tissue to provide a gel-coat/resin reinforcement and a smooth
resin-rich surface to the composite
TECHNICAL DATA:
| Property | Value |
| Appearance and Odour | White / Off-white colored solid with odour |
| Glass Type | C |
| Fiber Diameter | 12.5 μm ± 1 |
| Binder Type | Styrene-acrylic |
| Thickness | 0.01″ (0.25 mm) |
WRAP SEAL PLUS SURFACE TISSUE

PACKAGE:
39″ x 820′ (1000 mm x 250 m)
Weight: 9.5 kg

CHOPPED STRAND MAT
WRAP SEAL PLUS CHOPPED STRAND MAT
FEATURES:
- Excellent conformability and handling
- Excellent weight uniformity
- Good mechanical properties
- Good laminate smoothness
- Non-hazardous
APPLICATION:
- Applied with Wrap Seal PLUS Resin and Activator to provide high tensile strength, impact, abrasion and corrosion resistance for large surfaces with low curvatures (storage tanks, vessels, etc.)
- Designed as surface rebuilding over large surfaces
TECHNICAL DATA:
| Property | Value |
|---|---|
| Appearance and Odour | White / Off-white colored solid with odour |
| Density | 450 g/m² |
WRAP SEAL PLUS CHOPPED STRAND MAT

PACKAGE:
- 39″ x 210′ (1000 mm x 64 m)
- Weight: 30 kg

FIRE PROTECTION
FIRE PROTECTION
SEALXPERT FLAMECEASE FC100 FIRE PROTECTION COATING
FEATURES:
- Low installation cost.
- High Durability Fire Tested under British Standard 476 Part 6, 7 & 20.
- Contains no halogenated flame retardant.
- Excellent lap shear, tensile, and compressive strength.
- More specific to address complex issues with different resin types.
APPLICATION:
- Petrochemical plants
- Chemical processing plants
- Gas processing facilities
- Refinery facilities
- Pipe rack beams and columns
- Vessel skirts and supports
- Tank saddles
- Silo top
- Automotive/aircraft parts
- Suitable for both interior and exterior applications
- Suitable for onsite and offsite application
- Apply by using brush or paint roller
- Can be used as primer, fire protection coat and top coat, 3-in-1
- May apply any epoxy base paint coating after FC100 base on personal preferences for aesthetic purpose
TECHNICAL DATA:
| Property | Value |
|---|---|
| Gel Time | 15 min |
| Gel to Peak Exotherm | 18 min |
| Total Time to Peak Exotherm | 28 min |
| Peak Exotherm Temperature | 174°C (345°F) |
| Barcol Hardness | 49 |
| Tensile Strength | 6672 psi (469 kg/cm²) |
| Tensile Modulus | 73 x 10⁹ Pa |
| Heat Distortion Temperature | 117°C (243°F) @ 264 psi (19 kg/cm²) |
| Adhesive Strength | 1958 psi (138 kg/cm²) |
| Tensile Elongation | 2.8% |
| Flexural Strength | 23931 psi (1683 kg/cm²) |
| Flexural Modulus | 6.8 x 10⁹ Pa |
| Fire Resistance | Recommended Coating Thickness (I-Beam) | Product Usage Per Coating |
| 1 hour fire protection | 1.0 mm thk / 2 coatings | 800 grams / m 2 |
| 2 hours fire protection | 1.5 mm thk / 3 coatings | 800 grams / m 2 |
| 3 hours fire protection | 3.5 mm thk / 7 coatings | 800 grams / m 2 |
SEALXPERT FLAMECEASE FC100 FIRE PROTECTION COATING
PACKAGE:
FC100 Resin (20kg)
FC100 Hardener (1kg)

GLASS CLOTH
UNCOATED FIBERGLASS TAPE / FIBER MAT
WRAP SEAL PLUS UNCOATED FIBERGLASS TAPE / GLASS CLOTH
FEATURES:
- Made by weaving yarn into cloth on a loom state
- Suitable for tube, tanks, pipes and structural products with high strength and high fiber content
- Not hazardous
APPLICATION:
- Specially designed for use in filament winding applications with epoxy resin systems
WRAP SEAL PLUS UNCOATED FIBERGLASS TAPE / GLASS CLOTH

PACKAGE:
- Wrap Seal PLUS Uncoated Fiberglass Tape
- 2” x 328’ (50 mm x 100 m)
- 4” x 328’ (100 mm x 100 m)
- Wrap Seal PLUS Glass Cloth
- 39” x 39”(1 m x 1 m)
WRAP SEAL PLUS CORROSION REPAIR PROCEDURE:
 | Corroded pipe surface |  | Immerse Wrap Seal PLUS Fiberglass Repair Tape into water |
 | Roughen the area to be repaired |  | Wrap the fiberglass repair tape as tightly and evenly as possible, with at least 50% overlap over affected pipe length |
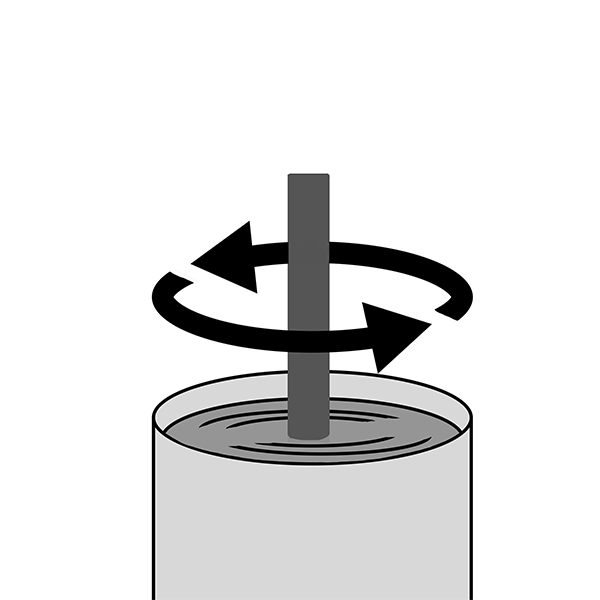 | Mix and stir Wrap Seal PLUS Resin and Activator for at least 1 minute until well mixed | 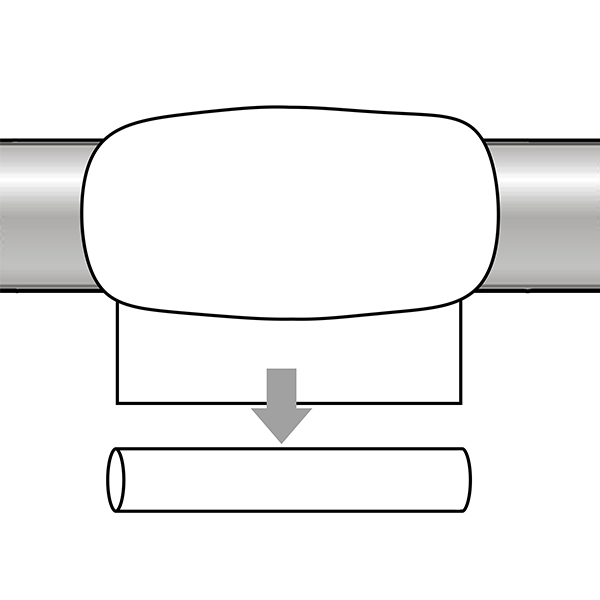 | Discard the plastic tube at the end of the roll |
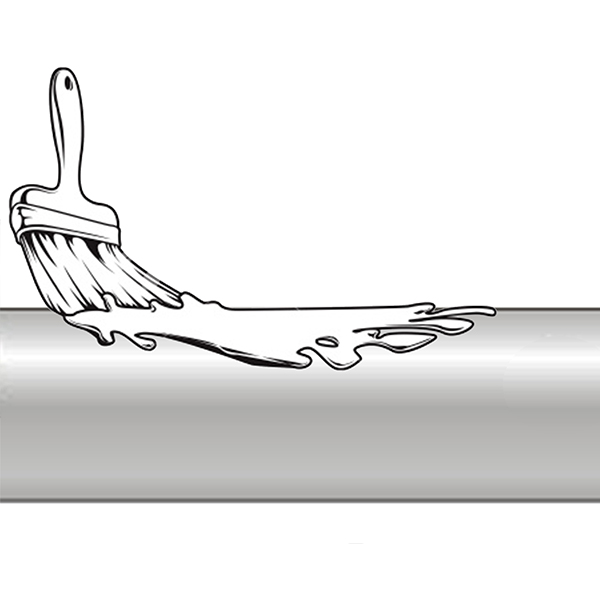 | Apply two coats of activated resin evenly over the area to be repaired and allow to cure | 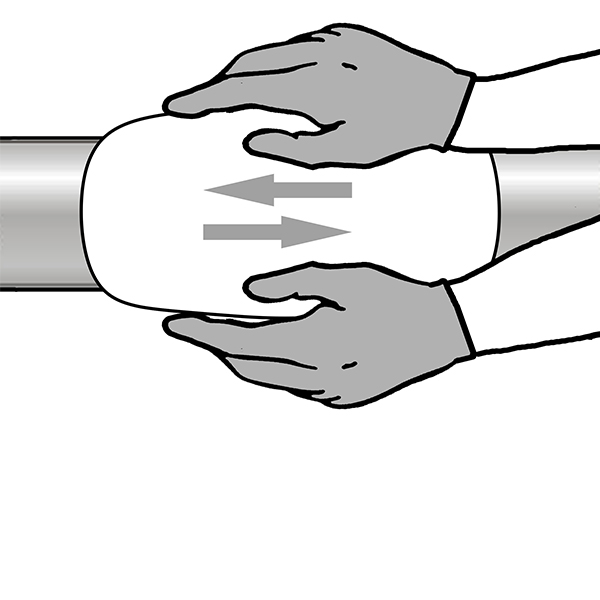 | Wet gloves in water and quickly compress the bubbling resins back into the fiberglass wrap until all bubbling has stopped. Repair completed with smooth and hard ivory appearance |
FLAT SURFACE/TANK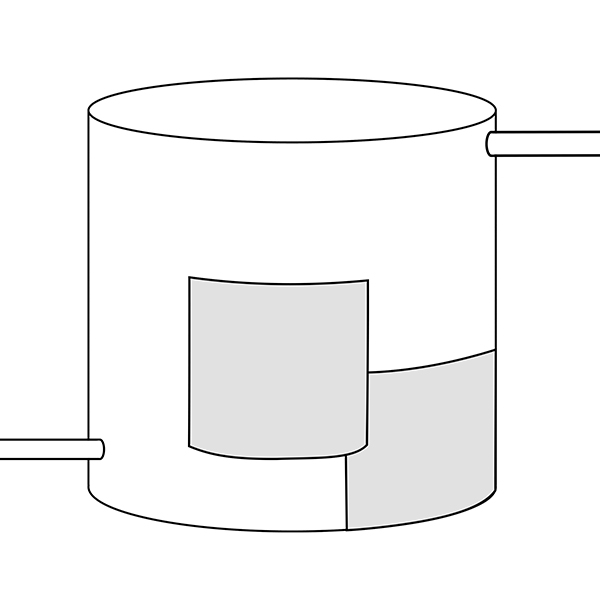
* Apply Several layers of wrap Seal PLUS Surface Tissue or Wrap Seal Plus Chopped
Strand Mat onto the affected area.

FIBERGLASS REPAIR TAPE
FIBERGLASS REPAIR TAPE
WRAP SEAL PLUS FIBERGLASS REPAIR TAPE
FEATURES:
- Remediate, repairs and reinforces
- Durable, strong and permanent
- Restore pipes to original strength
APPLICATION:
- Applied onto thinning pipe walls for pipeline reinforcement
- Improve hoop strength of pipeline after repair
- Suitable for pipe diameter up to 60″ (1524 mm)
- Applicable for pipeline temperature up to 280 °C (536 °F)
TECHNICAL DATA:
| Property | Value |
|---|---|
| Tensile Modulus | 3.8 x 10⁶ psi (267,166 kg/cm²) |
| Tensile Strength | 65,000 psi (4570 kg/cm²) |
| Flexural Modulus | 3.6 x 10⁶ psi (253,105 kg/cm²) |
| Flexural Strength | 53,100 psi (3733 kg/cm²) |
| Compressive Strength | 28,500 psi (2004 kg/cm²) |
| Dielectric Strength | 20,000 Volts |
| Hardness | 85 Shore D |
WRAP SEAL PLUS CORROSION REPAIR PROCEDURE:
| Corroded pipe surface | | Immerse Wrap Seal PLUS Fiberglass Repair Tape into water |
| Roughen the area to be repaired | | Wrap the fiberglass repair tape as tightly and evenly as possible, with at least 50% overlap over affected pipe length |
| Mix and stir Wrap Seal PLUS Resin and Activator for at least 1 minute until well mixed | | Discard the plastic tube at the end of the roll |
| Apply two coats of activated resin evenly over the area to be repaired and allow to cure | | Wet gloves in water and quickly compress the bubbling resins back into the fiberglass wrap until all bubbling has stopped. Repair completed with smooth and hard ivory appearance |
FLAT SURFACE/TANK
* Apply Several layers of wrap Seal PLUS Surface Tissue or Wrap Seal Plus Chopped
Strand Mat onto the affected area.
WRAP SEAL PLUS FIBERGLASS REPAIR TAPE

PACKAGE:
- 2″ x 5′ (50 mm x 1.5 m)
- 2″ x 6′ (50 mm x 1.8 m)
- 2″ x 12′ (50 mm x 3.6 m)
- 3″ x 9′ (75 mm x 2.7 m)
- 4″ x 12′ (100 mm x 3.6 m)
- 4″ x 20′ (100 mm x 6 m)
- 4″ x 30′ (100 mm x 9 m)
- 6″ x 20′ (150 mm x 6 m)
- 6″ x 30′ (150 mm x 9 m)
RESIN AND ACTIVATOR
RESIN AND ACTIVATOR
WRAP SEAL PLUS RESIN
AND ACTIVATOR
FEATURES:
- Corrosion barrier and isolator
- High adhesion strength
- Excellent alkali and acid resistance
- Ease of application by using paint rollers and paint brush
- Applicable for pipes, tanks, and large surfaces
APPLICABLE MATERIAL:
- Galvanized steel
- Copper
- Stainless steel
- Carbon steel
- Concrete
- Polyethylene
- FRP/GRE
CHEMICAL RESISTANCE:
- MEK
- Diesel
- Ethylene glycol
- Ammonia
- Acetone
- Crude oil
- Toluene
- Ethyl alcohol
- Gasoline
- Sodium hydroxide
WORKING TIME:
10 minutes at 30 °C (86 °F)
CURING TIME:
2 hours at 30 °C (86 °F)
APPLICATION:
- Applied as corrosion coating on pipes, storage tanks, vessels, exhaust lines, bulkheads, machineries, joints, and large surfaces.
- Applied with Wrap Seal PLUS Uncoated Fiberglass Tape, Chopped Strand Mat or Surface Tissue for reinforcement, bonding and lamination
APPLICABLE INDUSTRIES:
 | Building &Facilities |  | Offshore |
 | Electronics |  | Food Processing |
 | IndustrialProcessin |  | Petrochemical |
 | Irrigation |  | Pharmaceutical |
 | Oil & Gas |  | PowerGeneration |
 | Chemical |  | Pulp & Paper |
 | ManufacturingPlants |  | Wastewater |
 | Marine |  | WaterDistribution |
 | Military |
TECHNICAL DATA:
| Property | Value |
|---|---|
| Colour – Resin | Natural |
| Colour – Activator | Straw Colour |
| Viscosity | 20,000 – 40,000 cps at 21°C (70°F) |
| Specific Gravity | 1.85 |
| Compressive Strength | 24,500 psi (1723 kg/cm²) |
| Tensile Strength | 35,000 psi (2461 kg/cm²) |
| Bond Strength | 500 psi (35 kg/cm²) |
| Flexural Strength | 42,000 psi (2953 kg/cm²) |
| Flexural Modulus | 1.6 x 10⁶ psi (112,491 kg/cm²) |
| Barcol Hardness | 40 – 50 Shore D |
| Coverage Area (per set) | 0.15 m² at 3 mm thickness |
WRAP SEAL PLUS CORROSION REPAIR PROCEDURE:
| Corroded pipe surface | | Immerse Wrap Seal PLUS Fiberglass Repair Tape into water |
| Roughen the area to be repaired | | Wrap the fiberglass repair tape as tightly and evenly as possible, with at least 50% overlap over affected pipe length |
| Mix and stir Wrap Seal PLUS Resin and Activator for at least 1 minute until well mixed | | Discard the plastic tube at the end of the roll |
| Apply two coats of activated resin evenly over the area to be repaired and allow to cure | | Wet gloves in water and quickly compress the bubbling resins back into the fiberglass wrap until all bubbling has stopped. Repair completed with smooth and hard ivory appearance |
FLAT SURFACE/TANK
Apply Several layers of wrap Seal PLUS Surface Tissue or Wrap Seal Plus Chopped
Strand Mat onto the affected area.
WRAP SEAL PLUS RESIN
AND ACTIVATOR
PACKAGE:
- 1 can of Wrap Seal PLUS Resin
- 1 bottle of Wrap Seal PLUS Activator
- Gross weight: 500 gm (1.1 lb)
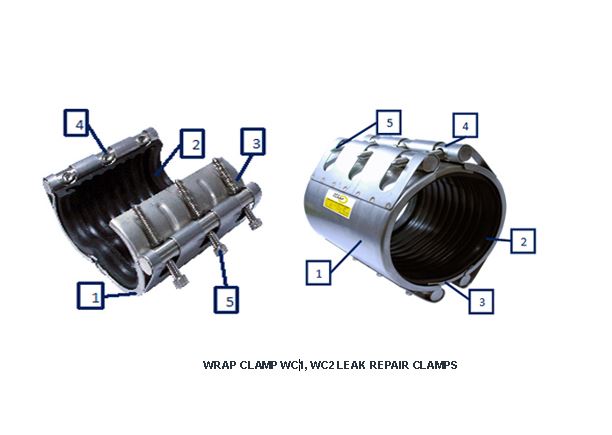
LEAK REPAIR CLAMPS
LEAK REPAIR CLAMPS
WRAP CLAMP WC1 LEAK REPAIR CLAMPS
FEATURES:
- Single side locking clamp
- Easy to handle, quick and simple to install
- No special tools or expertise required
- Stainless steel 304 / 316 material
CHEMICAL RESISTANCE:
- NBR: Water (drinking water, wastewater), gas, oil, gasoline and hydrocarbons, bases, slurries, fuels (petroleum, diesels, gasoline)
- Viton: Oil, water (drinking water, wastewater, steam), solvents (Acetone, toluene, MEK, ethyl alcohol), acids (hydrochloric acid, sulfuric acid), chemical (ethylene glycol, xylenes, ammonia), hydrocarbon, bases, slurries, fuels (petroleum, diesels, gasoline), gases (LNG, LPG), organic salts
APPLICATION:
- Applicable for pipeline pressure up to 363 psi (26 kg/cm2)
- Suitable for all pipe materials
- Acts as compensator for thermal expansion and dampens vibration
OPERATING TEMPERATURE:
- NBR: -20 °C (-4 °F) to 100 °C (212 °F)
- Viton: -95 °C (-139 °F) to 300 °C (572 °F)

SIZES AND TECHNICAL DATA:
| Model | O.D | O.D. Range mm | Length, L mm | Max Expansion Distance mm | MAX Pipe Distance (for Connection), G mm | Pressure Psi (kg/cm2) | Weight Kg | |
|---|---|---|---|---|---|---|---|---|
| Inch | mm | |||||||
| WC1-25A60 | 1 | 34 | 33-35 | 57 | 30 | 15 ± 10 | 363 (26) | 0.2 |
| WC1-32A60 | 1 ¼ | 42 | 42-44 | 57 | 30 | 15 ± 10 | 363 (26) | 0.35 |
| WC1-40A60 | 1 ½ | 48.6 | 47-49 | 60 | 30 | 15 ± 10 | 363 (26) | 0.35 |
| WC1-50A80 | 2 | 60.5 | 59-61 | 80 | 40 | 20 ± 15 | 363 (26) | 0.8 |
| WC1-65A140 | 2 ½ | 76.3 | 75-78 | 140 | 100 | 20 ± 15 | 363 (26) | 1.5 |
| WC1-80A200 | 3 | 89.1 | 88-91 | 203 | 150 | 25 ± 20 | 232 (16) | 3.1 |
| WC1100A200 | 4 | 114 | 106-117 | 203 | 150 | 25 ± 20 | 232 (16) | 3.4 |
| WC1125A200 | 5 | 140 | 138-142 | 204 | 150 | 30 ± 25 | 232 (16) | 4.7 |
| WC1150A200 | 6 | 168 | 158-170 | 204 | 150 | 30 ± 25 | 232 (16) | 5.9 |
| WC1200A255 | 8 | 219 | 216-222 | 255 | 150 | 30 ± 25 | 174 (12) | 12.2 |
| WC1250A255 | 10 | 273 | 272-276 | 255 | 150 | 30 ± 25 | 174 (12) | 13.5 |
| WC1300A255 | 12 | 325 | 324-328 | 255 | 150 | 30 ± 25 | 145 (10) | 16.3 |
| No | Components | Materials |
|---|---|---|
| 1 | Casing | SUS 304/316 |
| 2 | Rubber Sleeve | NBR |
| VITON | ||
| 3 | Slade Plate | SUS 304/316 |
| 4 | Threaded Rod | SUS 304 |
| 5 | Bolts | SUS 304 |
WRAP CLAMP WC1 LEAK REPAIR CLAMPS

WRAP CLAMP WC2 LEAK REPAIR CLAMPS
FEATURES:
- Two side locking clamp
- Easy to handle, quick and simple to install
- No special tools or expertise required
- Stainless steel 304 / 316 material
CHEMICAL RESISTANCE:
- NBR: Water (drinking water, wastewater), gas, oil, gasoline and hydrocarbons, bases, slurries, fuels (petroleum, diesels, gasoline)
- Viton: Oil, water (drinking water, wastewater, steam), solvents (Acetone, toluene, MEK, ethyl alcohol), acids (hydrochloric acid, sulfuric acid) chemical (ethylene glycol, xylenes, ammonia), hydrocarbon, bases, slurries, fuels (petroleum, diesels, gasoline), gases (LNG, LPG), organic salts
APPLICATION:
- Applicable for pipeline pressure up to 174 psi (12 kg/cm2)
- Suitable for all pipe materials
- Acts as compensator for thermal expansion and dampens vibration
OPERATING TEMPERATURE:
- NBR: -20 °C (-4 °F) to 100 °C (212 °F)
- Viton: -95 °C (-139 °F) to 300 °C (572 °F)

SIZES AND TECHNICAL DATA:
| Model | O.D | O.D. Range mm | Length, L mm | Max Expansion Distance mm | MAX Pipe Distance (for Connection), G mm | Pressure Psi (kg/cm2) | Weight Kg | |
|---|---|---|---|---|---|---|---|---|
| Inch | mm | |||||||
| WC2300A255 | 12 | 325 | 324-328 | 255 | 150 | 30 ± 25 | 145 (10) | 19.2 |
| WC2-350A255 | 14 | 377 | 375-379 | 255 | 150 | 30 ± 25 | 145 (10) | 22.0 |
| WC2-400A255 | 16 | 426 | 425-429 | 255 | 180 | 30 ± 25 | 145 (10) | 24.0 |
| WC2-450A255 | 18 | 480 | 476-480 | 255 | 180 | 30 ± 25 | 145 (10) | 25.8 |
| WC2-500A255 | 20 | 530 | 528-532 | 255 | 180 | 35 ± 25 | 116 (8) | 27.0 |
| WC2-550A255 | 22 | 559 | 557-560 | 255 | 180 | 35 ± 25 | 116 (8) | 28.2 |
| WC2-600A255 | 24 | 610 | 608-612 | 255 | 180 | 35 ± 25 | 116 (8) | 30.0 |
| WC2-650A255 | 26 | 660 | 658-663 | 255 | 180 | 35 ± 25 | 116 (8) | 32.0 |
| WC2-700A255 | 28 | 711 | 909-714 | 255 | 180 | 35 ± 25 | 101 (7) | 34.2 |
| WC2-750A255 | 30 | 762 | 759-765 | 255 | 180 | 35 ± 25 | 101 (7) | 36.6 |
| WC2-800A255 | 32 | 813 | 810-816 | 255 | 180 | 35 ± 25 | 101 (7) | 40.0 |
| WC2-850A255 | 34 | 864 | 861-867 | 255 | 180 | 35 ± 25 | 101 (7) | 42.2 |
| WC2-900A255 | 36 | 914 | 911-917 | 255 | 180 | 35 ± 25 | 101 (7) | 45.7 |
| WC2-950A255 | 38 | 965 | 962-968 | 255 | 180 | 35 ± 25 | 101 (7) | 48.5 |
| WC21000A255 | 40 | 1016 | 1013-1019 | 255 | 180 | 35 ± 25 | 101 (7) | 51.9 |
| WC21050A255 | 42 | 1067 | 1064-1070 | 255 | 180 | 35 ± 25 | 101 (7) | 55.4 |
| WC21100A255 | 44 | 1118 | 1115-1121 | 255 | 180 | 35 ± 25 | 101 (7) | 59.7 |
| WC21150A255 | 46 | 1168 | 1165-1171 | 255 | 180 | 35 ± 25 | 101 (7) | 64.1 |
| WC21200A255 | 48 | 1219 | 1216-1221 | 255 | 180 | 35 ± 25 | 101 (7) | 68.5 |
| No | Components | Materials |
|---|---|---|
| 1 | Casing | SUS 304/316 |
| 2 | Rubber Sleeve | NBR |
| VITON | ||
| 3 | Slade Plate | SUS 304/316 |
| 4 | Threaded Rod | SUS 304 |
| 5 | Bolts | SUS 304 |
WRAP CLAMP WC2 LEAK REPAIR CLAMPS


PTFE TAPE
SEALXPERT EXPANDED PTFE TAPE
FEATURES:
- Gasket tape made from pure, expanded, virgin PTFE
- Supplied with adhesive backing
- Quick and simple to install
- Reduced down time
CHEMICAL RESISTANCE:
- Most chemicals from pH 0-14
- Main exceptions are molten alkali metals and elemental fluorine at high temperature and pressure
APPLICATION:
- Used in a wide variety of static application in nearly all kind of industries
- The exceptional malleability of expanded PTFE can compensate for out-of-parallel and/or damaged sealing surfaces and allows use with stress sensitive connections and applications where only a limited flange load is available
- Sealing of flanges, pump housings, compressors, hand-holes and manholes, air ducts, compensators, heat exchangers and etc.
OPERATING TEMPERATURE:
- Continuous – from -240 °C (-400 °F) up to 260 °C (500 °F)
Intermittent – up to 310 °C (590 °F)
OPERATING PRESSURE:
Vacuum up to 2901 psi (204 kg/cm2)
TECHNICAL DATA:
| Property | Value |
|---|---|
| Colour | White |
| Thickness | 0.2″ (5 mm) |
| Density | 0.65 g/cm³, ±0.1 g/cm³ (for rectangular cross sections only) |
| Others | Physiologically harmless. It has no smell or taste. It is neither contaminating nor toxic. |
SEALXPERT EXPANDED
PTFE TAPE

PACKAGE:
2″ x 10′ (50 mm x 3 m)

REPAIR PATCH
REPAIR PATCH
SEALXPERT REPAIR PATCH
FEATURES:
- Easy to use, fast installation
- Hardens to a tough, durable waterproof finish in minutes
- Excellent adhesion to iron, steel, stainless steel, titanium, fiberglass, aluminum, wood, ceramics, composites, acrylics, PVC, and most other plastics
APPLICATION:
- Makes permanent, waterproof field repairs to pipes, tanks, vessels, and containers
SEALXPERT REPAIR PATCH

PACKAGE:
8 cm x 12 cm

STAINLESS STEEL PIPE CLIP
STAINLESS STEEL PIPE CLIP
SEALXPERT STAINLESS STEEL PIPE CLIP
FEATURES:
- Makes pipe clips from 2” (50 mm) to 382” (9700 mm)
- Easy to use
- Versatile and fast to install
- No special tool is required
- Stainless steel 304 material
- Free to cut to any diameters required
APPLICATION:
- For securing, mounting, strapping, clamping and positioning
- Can be used for all conventional clamping jobs
- Make any sizes from 2” (50 mm) diameter to 382” (9703 mm) diameter within seconds
APPLICABLE INDUSTRIES:
| Building & Facilities | | Offshore |
| Electronics | | Food Processing |
| Industrial Processing | | Petrochemical |
| Irrigation | | Pharmaceutical |
| Oil & Gas | | Power Generation |
| Chemical | | Pulp & Paper |
| Manufacturing Plants | | Wastewater |
| Marine | | Water Distribution |
| Military |
TECHNICAL DATA:
| Property | Value |
|---|---|
| Material Grade | All Stainless Steel 304 |
| Band Length | 100’ (30.5 m) |
| Band Width | 0.5” (12.7 mm) |
| Head | 0.3” (7.9 mm) Slotted Hex Head Screw |
| Closure Components | 0.6” (14.2 mm) Wide Fastener & Screw Housing Assembly |
SEALXPERT STAINLESS STEEL PIPE CLIP INSTALLATION PROCEDURE:
- Determine actual band length in one of two ways:
- (a) If diameter is known, refer to band length table below
- (b) If diameter is not known, measure circumference with string, twine, etc. and subtract 4” (to allow for length of fastener ends) to determine actual band length.
| Pipe Diameter | Length to cut on Mark | Pipe Diameter | Length to cut on Mark | Pipe Diameter | Length to cut on Mark |
|---|---|---|---|---|---|
| 2” (50.8 mm) | 2-1/2” (63.5 mm) | 22” (558.8 mm) | 65-7/8” (1673.2 mm) | 60” (1524.0 mm) | 184-13/16” (4694.2 mm) |
| 3’ (76.2 mm) | 5-1/16” (128.6 mm) | 24” (609.6 mm) | 72-1/8” (1832.0 mm) | 62” (1574.8 mm) | 191-1/8” (4854.6 mm) |
| 4” (101.6 mm) | 8-7/8” (225.4 mm) | 26” (660.4 mm) | 77-1/4” (1962.2 mm) | 64” (1625.6 mm) | 197-7/16” (5014.9 mm) |
| 5” (127.0 mm) | 11-7/16” (290.5 mm) | 28” (711.2 mm) | 83-5/8” (2124.1 mm) | 66” (1676.4 mm) | 203-5/8” (5172.1 mm) |
| 6’ (152.4 mm) | 15-3/16” (385.8 mm) | 30” (762.0 mm) | 89-7/8” (2282.8 mm) | 68” (1727.2 mm) | 209-15/16” (5332.4 mm) |
| 7” (177.8 mm) | 17-3/4” (450.9 mm) | 32” (812.8 mm) | 96-3/8” (2447.9 mm) | 70” (1778.0 mm) | 216-1/4” (5492.8 mm) |
| 8” (203.2 mm) | 21-1/2” (546.1 mm) | 34” (863.6 mm) | 102-5/8” (2606.7 mm) | 72” (1828.8 mm) | 222-9/16” (5653.1 mm) |
| 9” (228.6 mm) | 24-1/8” (612.8 mm) | 36” (914.4 mm) | 108-7/8” (2765.4 mm) | 74” (1879.6 mm) | 228-7/8” (5813.4 mm) |
| 10” (254.0 mm) | 27-7/8” (708.0 mm) | 38” (965.2 mm) | 115-1/4” (2927.4 mm) | 76” (1930.4 mm) | 235-13/16” (5989.6 mm) |
| 11” (279.4 mm) | 30-3/8” (771.5 mm) | 40” (1016.0 mm) | 121-9/16” (3087.7 mm) | 78” (1981.2 mm) | 241-1/2” (6134.1 mm) |
| 12” (304.8 mm) | 34-3/16” (868.4 mm) | 42” (1066.8 mm) | 128” (3251.2 mm) | 80” (2032.0 mm) | 247-13/16” (6294.4 mm) |
| 13” (330.2 mm) | 36-3/4” (933.5 mm) | 44” (1117.6 mm) | 134-5/16” (3411.5 mm) | 82” (2082.8 mm) | 254-1/8” (6454.8 mm) |
| 14” (355.6 mm) | 40-1/2” (1028.7 mm) | 46” (1168.4 mm) | 140-5/8” (3571.9 mm) | 84” (2133.6 mm) | 260-7/16” (6615.1 mm) |
| 15” (381.0 mm) | 43-1/16” (1093.8 mm) | 48” (1219.2 mm) | 146-15/16” (3732.2 mm) | 86” (2184.4 mm) | 266-5/8” (6772.3 mm) |
| 16” (406.4 mm) | 46-7/8” (1190.6 mm) | 50” (1270.0 mm) | 153-1/4” (3892.6 mm) | 88” (2235.2 mm) | 272-15/16” (6932.6 mm) |
| 18” (457.2 mm) | 53-1/8” (1349.4 mm) | 54” (1371.6 mm) | 165-7/8” (4213.2 mm) | 92” (2336.8 mm) | 285-9/16” (7253.3 mm) |
| 19” (482.6 mm) | 55-3/4” (1416.1 mm) | 56” (1422.4 mm) | 172-3/16” (4373.6 mm) | 94” (2387.6 mm) | 291-7/8” (7413.6 mm) |
| 20” (508.0 mm) | 59-1/2” (1511.3 mm) | 558” (1473.2 mm) | 178-1/2” (4533.9 mm) | 96” (2438.4 mm) | 298-3/16” (7574.0 mm) |
- Measure the band to the proper length and cut through the center of the nearest round hole with shears, snips, hacksaw, etc.
- Engage one screw housing end to one perforated end by turning the screw three or four times.
- Complete the clamp by diagonally inserting the ends of the engaged fastener assembly into the band through the tops of the square holes at each end of the band.
- Tighten the finished clamp.
SEALXPERT STAINLESS STEEL PIPE CLIP

PACKAGE:
- 100’ (30.5 m) continuous length of stainless steel band
- 25 adjustable fasteners (worm drive buckles)
- 10 band splices
- Weight: 3kg per set

ULTRA SEALING TAPE
ULTRA SEALING TAPE
SEALXPERT ULTRA SEALING TAPE
FEATURES:
- Seals active pipe leaks up to 150 psi (11 kg/cm2)
- High tensile and dielectric strength
- Superior bonding properties
- Bond to itself, no adhesive required
- Excellent air and moisture control
- Seals irregular shapes
- Flame-retardant
- Resists weathering
APPLICABLE MATERIAL:
- Metal and non-metal pipes
CHEMICAL RESISTANCE:
- Water (drinking water, wastewater, steam)
- Mild acids (hydrochloric acid, sulfuric acid) and alkalis
- Gases (LNG, LPG)
- Organic salts
APPLICATION:
- Permanent air-tight and water-tight seal in emergency situations
- Designed for quick plumbing repairs, sealing hoses, emergency O-ring, seals or to insulate electrical wiring
- Use for active pipe leak repairs, leaking joints and hazardous material spill control
OPERATING TEMPERATURE:
-50 °C (-58 °F) to 260 °C (500 °F)
OPTIMUM OPERATING TEMPERATURE:
180 °C (356 °F)
APPLICABLE INDUSTRIES:
| Building & Facilities | | Offshore |
| Electronics | | FoodProcessing |
| IndustrialProcessing | | Petrochemical |
| Irrigation | | Pharmaceutical |
| Oil & Gas | | PowerGeneration |
| Chemical | | Pulp & Paper |
| Manufacturing Plants | | Wastewater |
| Marine | | waterDistribution |
| Military |
TECHNICAL DATA:
| Property | Value |
|---|---|
| Thickness | 0.02″ (0.5 mm) |
| Cold Brittle Point | -50°C (-58 °F) |
| Tensile Strength | 700 psi (49 kg/cm²) |
| Elongation, Min. | 300% |
| Specific Gravity | 1.17 |
| Volume Resistivity | 1 × 10¹³ Ω/cm |
| Water Absorption | 3% by weight |
| Dielectric Strength | 400 Volts/mil |
| Hardness | 50 Shore A |
| Break Strength | 40 lbs (18 kg) |
SEALXPERT ULTRA SEALING TAPE

PACKAGE:
- 1″ x 16′ (25 mm X 5 m)
- 1″ x 33′ (25 mm X 10 m)
- 1¼” x 16′ (32 mm X 5 m)
- 1¼” x 33′ (32 mm X 10 m)
- 2″ x 16′ (50 mm X 5 m)
- 2″ x 33′ (50 mm X 10 m)

COMPOSITE REPAIR
COMPOSITE REPAIR
COMPOSITE REPAIR FOR PIPE AND TANK LEAKS:
- Customized solution for through wall defects for pipes and tank walls
- Compliant installed by trained and certified applicators
- Engineering Calculation Report and Method of Statement for each repair
- ISO24817 and ASME PCC2 standards
- Provide excellent strength, bonding and chemical resistance
- Warranty for 20 years

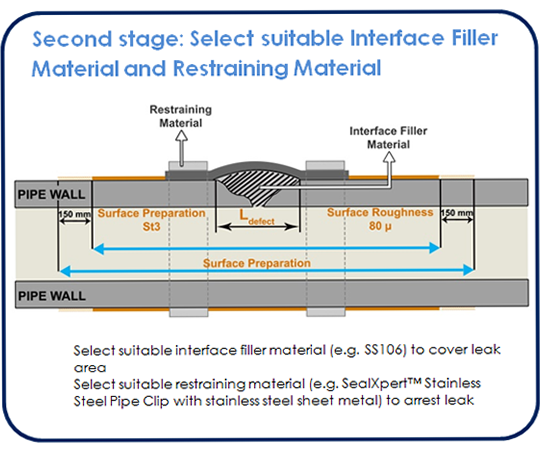

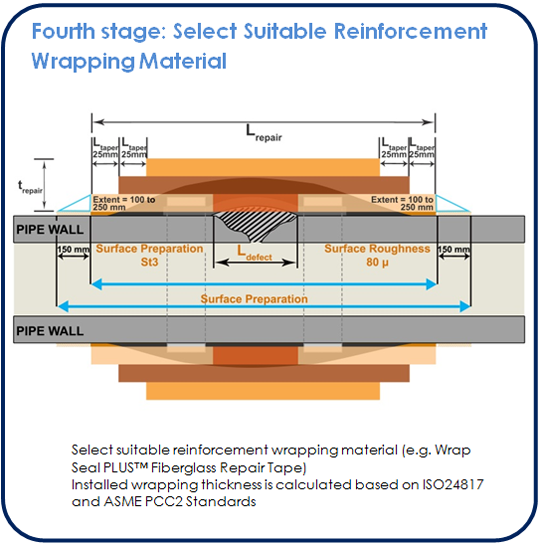
COMPOSITE REPAIR FOR PIPELINE REINFORCEMENT:
- Customized solution for thin wall defects for pipes and tank walls
- Compliant installed by trained and certified applicators
- Suitable for wall loss up to 80%
- Engineering Calculation Report and Method of Statement for each repair
- ISO24817 and ASME PCC2 standards
- Provide excellent strength, corrosion and chemical resistance
- Warranty for 20 years
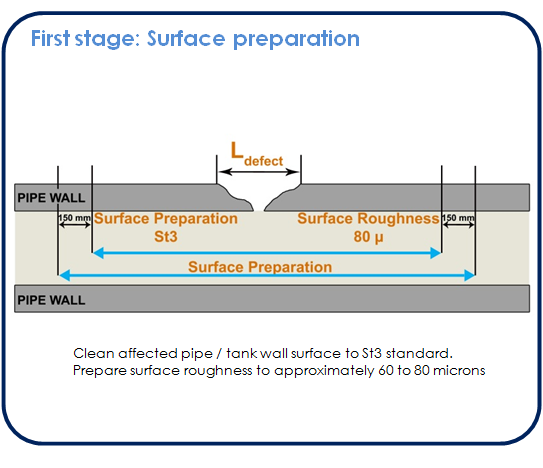
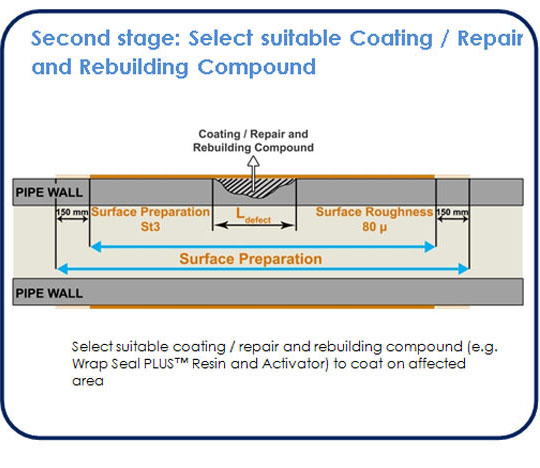

Introduction
The use of composite materials for the repair of carbon steel pipework has been originally designed in accordance with ASME/ANSI B31.3: Chemical Plant and Petroleum Refinery Piping. The use of composite materials for the repair of pipework covers the following circumstance
- external corrosion only (no leakage and structural integrity needs to be restored). In this case it is probable that with suitable surface preparation the application of a composite overwrap will arrest further deterioration;
- external damage such as dents, gouges, fretting (at pipe supports) where structural integrity needs to be restored;
- internal metal loss through corrosion or erosion (or a combination of corrosion and erosion), which may or may not be leaking, and there is a need to restore structural integrity. In this case it is probable that internal metal loss will continue and the assessment of the damage and the composite repair option must take this into account
The repaired service lifespan of pipeline can be considered between temporary (up to 2 years) and permanent (remaining lifetime of the piping system).The following repair of composite is also considered capable of operating in excess of 200oC andfor operating pressures up to 50 bar (after post curing application).
Types of Composite Repair System
The types of composite repair system fall into 2 generic types: ‘bandage repair kit’ and ‘engineered’. The ‘Bandage repair kit’ type repair of composite (i.e. Wrap Seal leak repair kit) involve the application of pre-packed material, which can be held as a stock repair item and can be applied by maintenance personnel on the facility. The ‘Engineered’ (i.e. Wrap Seal PLUS composite repair system) type of composite repairs are specified and designed on a bespoke basis with the repair being carried out by specialist contractors.
All of the composite repairs involve the application of an overwrap to the damaged or defective area(s) in order to reinforce the strength/integrity of the remaining pipe wall. This may involve the ‘on-site’ production of a composite laminate –a combination of a network of fibrous reinforcement and a thermosetting polymer matrix that is subsequently subject to a chemical curing process –or the use of a pre-formed composite sleeve that is wrapped around the pipe and adhesively bonded to the pipe and to subsequent wraps. In situation where external metal loss is being repaired, repair applications that use a pre-formed composite sleeve must also involve the application of some form of load transferring filler (e.g. SealXpert metal repair putty) to the damaged area prior to application of the composite sleeve (e.g. Wrap Seal PLUS fiberglass repair tape) that is the main design issue.
It has been assumed that the contribution of the steel to the load carrying capability of the repaired section may be ignored.In order to assess the contribution of the damaged steel pipe to the integrity of a repair ASME PCC2 or ISO 24817 standards may be used. This document provides calculation methods for the assessment of the remaining load carrying capability of pipe that has been subjected to corrosion (general and localised, including pitting), mechanical flaws (induced during fabrication or through abuse) and fire. Where the deterioration will continue after repair (e.g. internal corrosion) the document takes this into account through measured corrosion rates. The result of the calculations is a maximum safe or allowable operating pressure (MAOP) for the damaged pipe.
The design approach used in the assessment of the repair must take into account all of the applied loads and the ability of the overwrap to carry these satisfactorily. In some of the repair systems the reinforcement is preferentially orientated circumferentially and in these circumstances will only have limited load carrying capabilities in the axial direction. For complex pipe systems where axial stresses can be significant and where there is sufficient parent metal to carry these loads, the alternative repair options that have similar hoop and axial strengths will need to be considered.
Composite Repair on Leaking Pipes
Where the pipe to be repaired is leaking, the effect of this on the likely success of the repair needs to be considered. Whilst the mechanical design of the overwrap is important in determining the success of the repair, by far the single most important issue is that of surface preparation of the parent steel. The next important step is to ensure that the restraining material (e.g. SealXpert stainless steel pipe clip) has effectively stemmed and secured the pipe leak. Only when the leak has been successfully stemmed and secured, subsequent the application of rebuilding material (e.g. SealXpert repair putty) to increase the mechanical strength and laminate wrapping should be carried out.
Whilst there are resin systems for which it is possible to achieve an acceptable bonded connection when surfaces are wet (i.e. when using SealXpert PS106 Underwater Repair Putty), a dry situation is preferred. Isolation and draining of the pipework can provide a dry external surface adjacent to the perforation. Consideration must be given to the compatibility of the composite repair material and the pipework service (transported fluids).
Cure Condition of Repair Laminate
The cure of a repair laminate is strongly influenced by temperature and the correct mixing of the resin constituents prior to lamination. It is important, therefore, that the prevailing temperature conditions are considered. Application outside the temperature limits and resin catalyst levels must not be carried out information.
Documentation & Data Requirements
In order for a composite material supplier to correctly specify a proposed repair option, the operator should provide the following information:
- Pipe Data
- Size & location of pipe defect
- Operating pressure& temperature;
- Pipe medium;
- Required lifetime of the repair.


ACTIVE LEAK REPAIR KIT
ACTIVE LEAK REPAIR KIT
WRAP SEAL ULTRA QUICK REPAIR KIT FOR ACTIVE PIPE LEAKS
FEATURES:
- Repairs under active leak up to 150 psi (11 kg/cm2) pressure
- No shutdown required
- Works on any metal or non-metal pipes
- Applicable to pipes up to 18″ (457 mm) diameter
- Repairs leak in 15 minutes
- Withstand pressure up to 500 psi (35 kg/cm2)
- Withstand temperature up to 200 °C (392 °F)
- Safe for drinking water and resistant to most chemicals
- Ideal for pipeline reinforcement
APPLICABLE MATERIAL:
- Steel
- Copper
- Aluminium
- Galvanized steel
- PVC
- CPVC
- Stainless steel
- Polyethylene
- Polypropylene
- Cast-iron
- Concrete
- FRP/GRE
CHEMICAL RESISTANCE:
- Oil
- Water (drinking water, wastewater, steam)
- Solvents (acetone, toluene, MEK, ethyl alcohol)
- Mild acids (hydrochloric acid, sulfuric acid) and alkalis
- Chemical (ethylene glycol, xylenes, ammonia)
- Hydrocarbons
- Bases
- Slurries
- Fuels (petroleum, diesels, gasoline)
- Gases (LNG, LPG)
- Organic salts
WORKING TIME (FIBERGLASS TAPE):
1 minute at 30 °C (86 °F)
CURING TIME:
- 30 minutes at 30 °C (86 °F)
- Heat may be applied to decrease curing time
- Unopened foil pouch may be immerse in cold water prior to repair to add working and curing time.
APPLICATION:
- Pipe repairs
- Active pipe leaks
- Sealing joints
- Hazardous material spill control
- Reinforce thinning walls
- Repairs in hard to reach areas
- Underwater repairs
OPERATING TEMPERATURE:
-50 °C (-58 °F) to 200 °C (392 °F)
OPERATING PRESSURE:
- Recommended for pressure up to 500 psi (35 kg/cm2)
- (Result vary depending on pipe size, type of pipe, hole size, pipe content and method of application)
APPLICABLE INDUSTRIES:
| Building Facilities | | Offshore |
| Electronics | | Food Processing |
| IndustrialProcessing | | Petrochemica |
| Irrigation | | Pharmaceutical |
| Oil & Gas | | PowerGeneration |
| Chemical | | Pulp & Paper |
| ManufacturingPlants | | Wastewater |
| Marine | | WaterDistribution |
| Military |
TECHNICAL DATA:
| Property | Value |
|---|---|
| Tensile Strength | 3920 psi (276 kg/cm²) |
| Bond Strength | 230 psi (16 kg/cm²) |
| Tensile Elongation | 1.2% ± 0.7% |
| Compression Strength | 13,750 ± 530 psi (967 ± 37 kg/cm²) |
| Yield Strength | 2260 psi (159 kg/cm²) |
| Cured Hardness | 82 Shore D |
| Dielectric Strength | 400 Volts/mil |
| Pipe size | Number of rolls / size required | ||
| 50 psi (4 kg/cm2) 10 plys | 150 psi (11 kg/cm2) 15 plys | 400 psi (28 kg/cm2) 20 plys | |
| ½” (15mm) | 1 A | 1 A | 1 A |
| ¾” (20mm) | 1 A | 1 A | 1 A |
| 1″ (25mm) | 1 A | 1 A | 2 A |
| 1¼” (32mm) | 1 A | 2 A | 3 A |
| 1½” (40mm) | 2 A | 2 A | 1 B |
| 2″ (50mm) | 1 B | 1 B | 1 B |
| 2½” (65mm) | 1 B | 1 B | 2 C |
| 3″ (80mm) | 1 B | 2 C | 2 C |
| 4″ (100mm) | 1 B | 2 C | 3 C |
| Pipe size | Number of rolls / size required | ||
| 50 psi (4 kg/cm2) 10 plys | 150 psi (11 kg/cm2) 15 plys | 400 psi (28 kg/cm2) 20 plys | |
| 5″ (125mm) | 2 C | 2 C | 3 C |
| 6″ (150mm) | 2 C | 2 C | 4 C |
| 8″ (200mm) | 2 C | 3 C | 5 C |
| 10″ (250mm) | 3 C | 4 C | 6 C |
| 12″ (300mm) | 4 C | 5 C | 8 C |
| 14″ (350mm) | 4 C | 6 C | 8 C |
| 16″ (400mm) | 5 C | 7 C | 9 C |
| 18″ (450mm) | 5 C | 8 C | 9 C |
| Roll size | A (2″ x 6′) (50mm x 1.8m) | B (2″ x 12′) (50mm x 3.6m) | B (3″ x 9′) (75mm x 2.7m) | C (4″ x 12′) (100mm x 3.6m) |
WRAP SEAL ULTRA ACTIVE LEAK REPAIR PROCEDURE:
| Minimize the flow rate and reduce system pressure | 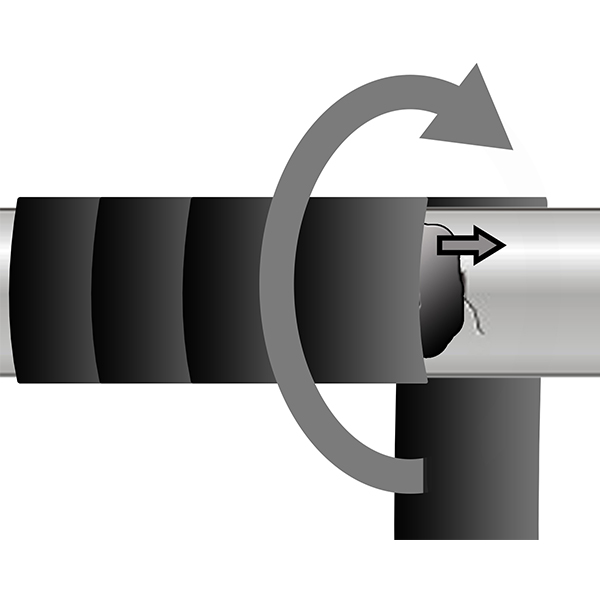 | Continue to wrap SealXpert Ultra Sealing Tape onto pipe while pushing the Seal Stic onto leak location | |
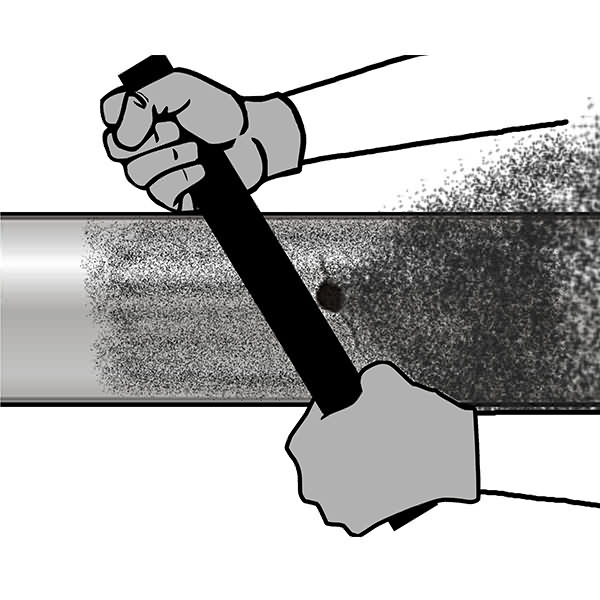 | Roughen the area to be repaired |  | Immerse Wrap Seal Fiberglass Tape into water |
 | Knead the Seal Stic |  | Wrap the Wrap Seal Fiberglass Tape above the repair tape as tightly and evenly as possible, using the entire roll
|
 | Place the Seal Stic away from the leak location | 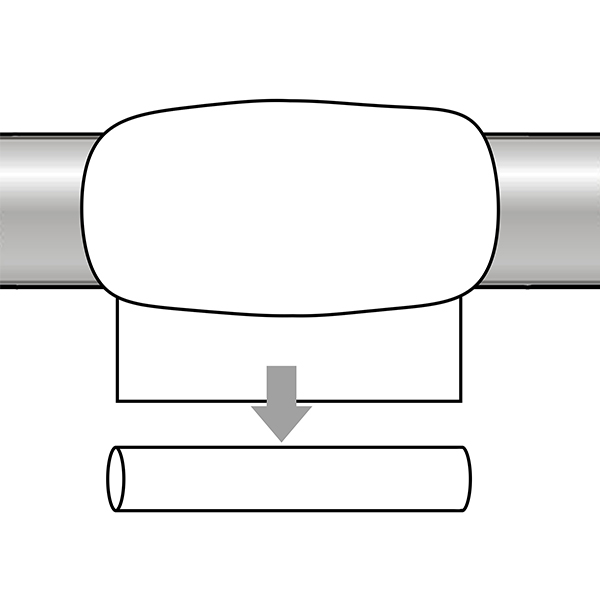 | Discard the plastic tube at the end of the roll |
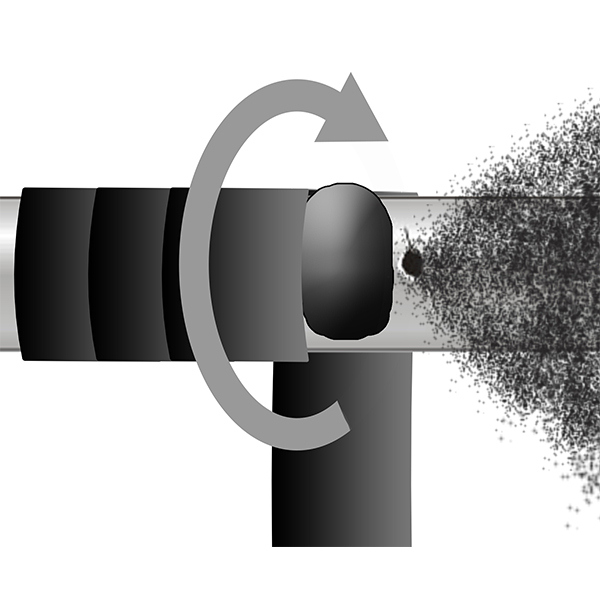 | Start wrappingtheSealXpertUltra SealingTape a few distanceaway from the leaklocation
| 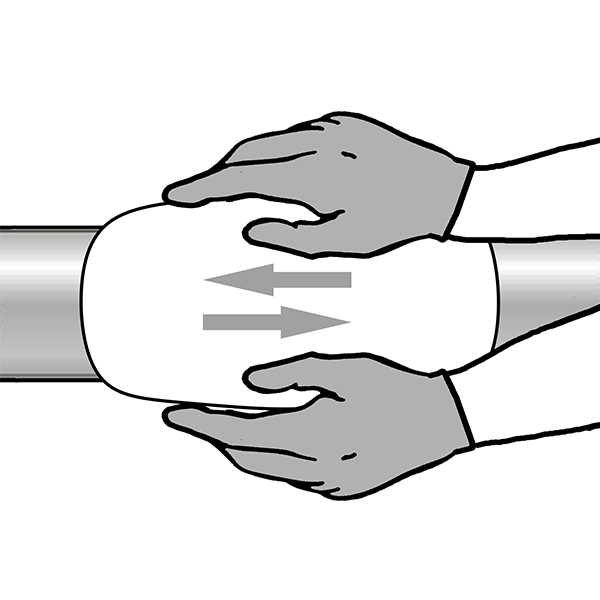 | Wet gloves in water and quicklycompress the bubbling resins back into the fiberglass wrap until allbubbling has stopped.Repair completed with smooth and hard ivory appearance |
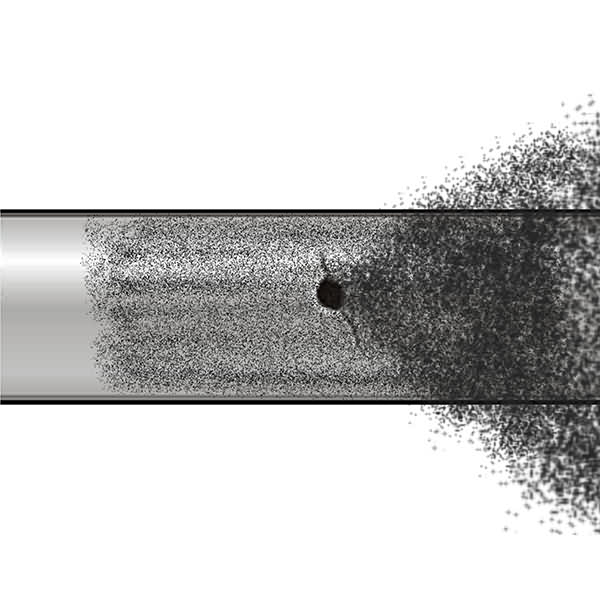
WRAP SEAL ULTRA QUICK REPAIR KIT FOR ACTIVE PIPE LEAKS

PACKAGE:
- 1 roll of Wrap Seal Fiberglass Tape
- 2″ x 6′ (50 mm x 1.8 m)
- 2″ x 12′ (50 mm x 3.6 m)
- 3″ x 9′ (75 mm x 2.7 m)
- 4″ x 12′ (100 mm x 3.6 m)
- 1 roll of SealXpert Ultra Sealing Tape
- 1″ x 16′ (25 mm x 5 m)
- 1″ x 16′ (25 mm x 5 m)
- 1¼” x 16′ (32 mm x 5 m)
- 2″ x 16′ (50 mm x 5 m)
- 1 unit of Seal Stic Quick Cure Epoxy
- 1 pair of latex gloves
- Operating instruction
LEAK REPAIR KIT
LEAK REPAIR KIT
WRAP SEAL QUICK REPAIR KIT FOR PIPE LEAKS
FEATURES:
- Repairs leak in 30 minutes
- Applicable to pipes up to 18″ (457 mm) diameter
- Applicable on any metal or non-metal pipes
- Repairs T-joint, elbow joint, valve thread, valve body
- Withstand pressure up to 400 psi (28 kg/cm2)
- Withstand temperature up to 200 °C (392 °F)
- Safe for drinking water and resistant to most chemicals
- Reinforce and strengthen pipe after repair
- Permanent repair and extend service life of pipes
APPLICABLE MATERIAL:
- Steel
- Copper
- Aluminium
- Galvanized steel
- PVC
- CPVC
- Stainless steel
- Polyethylene
- Polypropylene
- Cast-iron
- Concrete
- FRP/GRE
CHEMICAL RESISTANCE:
- Oil
- Water (drinking water, wastewater, steam)
- Solvents (acetone, toluene, MEK, ethyl alcohol)
- Mild acids (hydrochloric acid, sulfuric acid) and alkalis
- Chemical (ethylene glycol, xylenes, ammonia)
- Hydrocarbons
- Bases
- Slurries
- Fuels (petroleum, diesels, gasoline)
- Gases (LNG, LPG)
- Organic salts
WORKING TIME (FIBERGLASS TAPE):
1 minute at 30 °C (86 °F)
CURING TIME:
- 30 minutes at 30 °C (86 °F)
- Heat may be applied to decrease curing time
- Unopened foil pouch may be immerse in cold water prior to repair to add working and curing time.
APPLICATION:
- Pipe repairs
- offline repairs
- sealing joints
- hazardous material spill control
- reinforce thinning walls
- Abrasion protection
- Structural reinforcement
- Repairs in hard to reach areas
- Underwater repairs
OPERATING TEMPERATURE:
- Continuous – From -29 °C (-20 °F) up to 200 °C (392 °F)
- Intermittent – From 200 °C (392 °F) up to 320 °C (570 °F)
OPERATING PRESSURE:
- Recommended for pressure up to 400 psi (28 kg/cm2)
- (Results vary depending on pipe size, type of pipe, hole size, pipe content and method of application)
APPLICABLE INDUSTRIES:
| Building & Facilities | | Offshore |
| Electronics | | Food Processing |
| | Industrial Processing | | Petrochemical |
| Irrigation | | Pharmaceutical |
| Oil & Gas | | Power Generation |
| Chemical | | Pulp & Paper |
| Manufacturing Plants | | Wastewater |
| Marine | | Water Distribution |
| Military |
TECHNICAL DATA:
| Pressure tested | : | 1/2″ (15 mm) steel pipe with 1/8″ (3 mm) hole when repaired with Wrap Seal withstands 4000 psi (281 kg/cm2) |
| 1/2″ (15 mm) steel pipe with 1/2″ (13 mm) hole when repaired with Wrap Seal withstands 600 psi (42 kg/cm2) | ||
| Tensile strength | : | 3920 psi (276 kg/cm2) |
| Bond strength | : | 230 psi (16 kg/cm2) |
| Tensile elongation | : | 1.2 % ± 0.7 % |
| Compressive strength | : | 13750 ± 530 psi (967 ± 37 kg/cm2) |
| Yield strength | : | 2260 psi (159 kg/cm2) |
| Cured hardness | : | 82 Shore D |
| Pipe size | Number of rolls / size required | ||
| 50 psi (4 kg/cm2) 10 plys | 150 psi (11 kg/cm2) 15 plys | 400 psi (28 kg/cm2) 20 plys | |
| ½” (15mm) | 1 A | 1 A | 1 A |
| ¾” (20mm) | 1 A | 1 A | 1 A |
| 1″ (25mm) | 1 A | 1 A | 2 A |
| 1¼” (32mm) | 1 A | 2 A | 3 A |
| 1½” (40mm) | 2 A | 2 A | 1 B |
| 2″ (50mm) | 1 B | 1 B | 1 B |
| 2½” (65mm) | 1 B | 1 B | 2 C |
| 3″ (80mm) | 1 B | 2 C | 2 C |
| 4″ (100mm) | 1 B | 2 C | 3 C |
| Pipe size | Number of rolls / size required | ||
| 50 psi (4 kg/cm2) 10 plys | 150 psi (11 kg/cm2) 15 plys | 400 psi (28 kg/cm2) 20 plys | |
| 5″ (125mm) | 2 C | 2 C | 3 C |
| 6″ (150mm) | 2 C | 2 C | 4 C |
| 8″ (200mm) | 2 C | 3 C | 5 C |
| 10″ (250mm) | 3 C | 4 C | 6 C |
| 12″ (300mm) | 4 C | 5 C | 8 C |
| 14″ (350mm) | 4 C | 6 C | 8 C |
| 16″ (400mm) | 5 C | 7 C | 9 C |
| 18″ (450mm) | 5 C | 8 C | 9 C |
| Roll size | A (2″ x 5′) (50mm x 1.2m) | A (2″ x 6′) (50mm x 1.8m) | B (2″ x 12′) (50mm x 3.6m) | B (3″ x 9′) (75mm x 2.7m) | C (4″ x 12′) (100mm x 3.6m) |
WRAP SEAL OFFLINE LEAK REPAIR PROCEDURE:
 | Stop the pipe flow |
 | Roughen the area to be repaired |
 | Knead the Seal Stic |
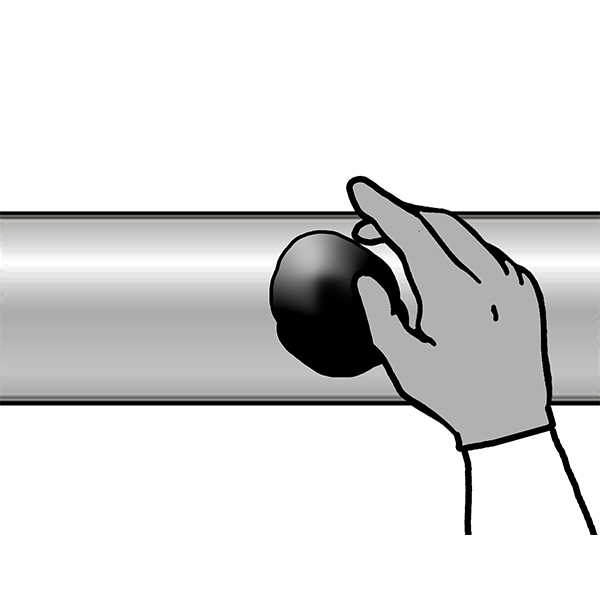 | Apply the Seal Stic to fill in holes or crack of the damaged or leak area. |
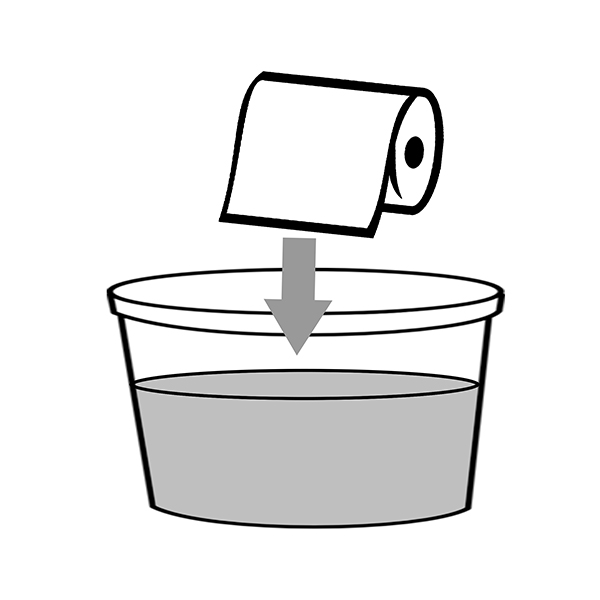 | Immerse the Wrap Seal Fiberglass Tape into water |
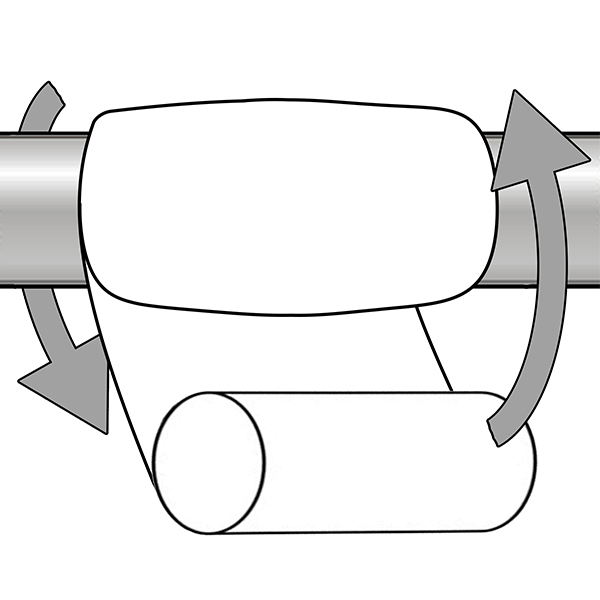 | Wrap the Wrap Seal Fiberglass Tape around the repair area as tightly and evenly as possible, using the entire roll |
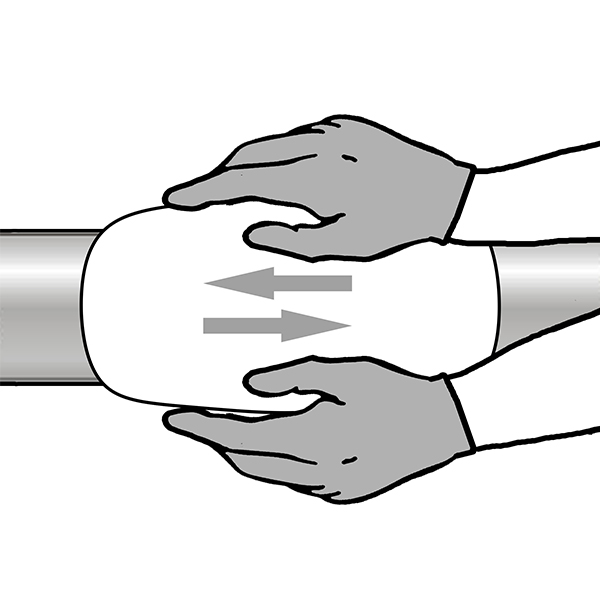 | Discard the plastic tube at the end of the roll |
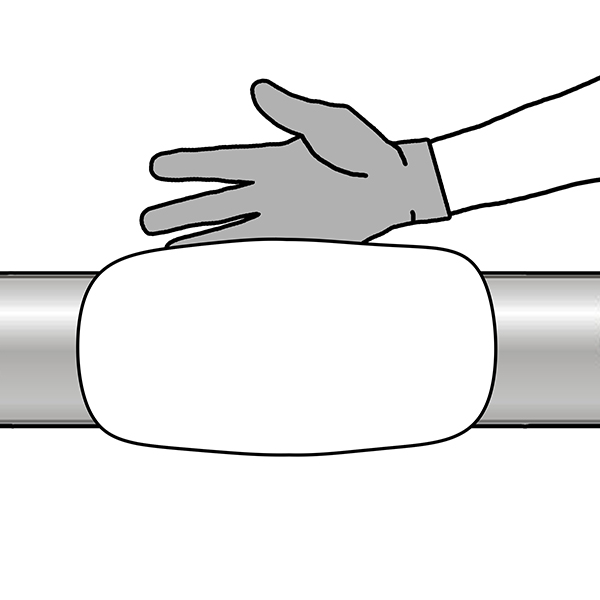 | Wet gloves in water and quickly compress the bubbling resins back into the fiberglass wrap |
| Continue to polish the wrap until all bubbling has stopped. Repair completed with smooth and hard ivory appearance |
WRAP SEAL QUICK REPAIR KIT FOR PIPE LEAKS
PACKAGE:
- 1 roll of Wrap Seal Fiberglass Tape
- 2″ x 5′ (50 mm x 1.2 m)
- 2″ x 6′ (50 mm x 1.8 m)
- 2″ x 12′ (50 mm x 3.6 m)
- 3″ x 9′ (75 mm x 2.7 m)
- 4″ x 12′ (100 mm x 3.6 m)
- 1 unit of Seal Stic Quick Cure Epoxy
- 1 pair of latex gloves
- Operating instruction